

- 25.00 KB
- 2022-04-29 14:46:59 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
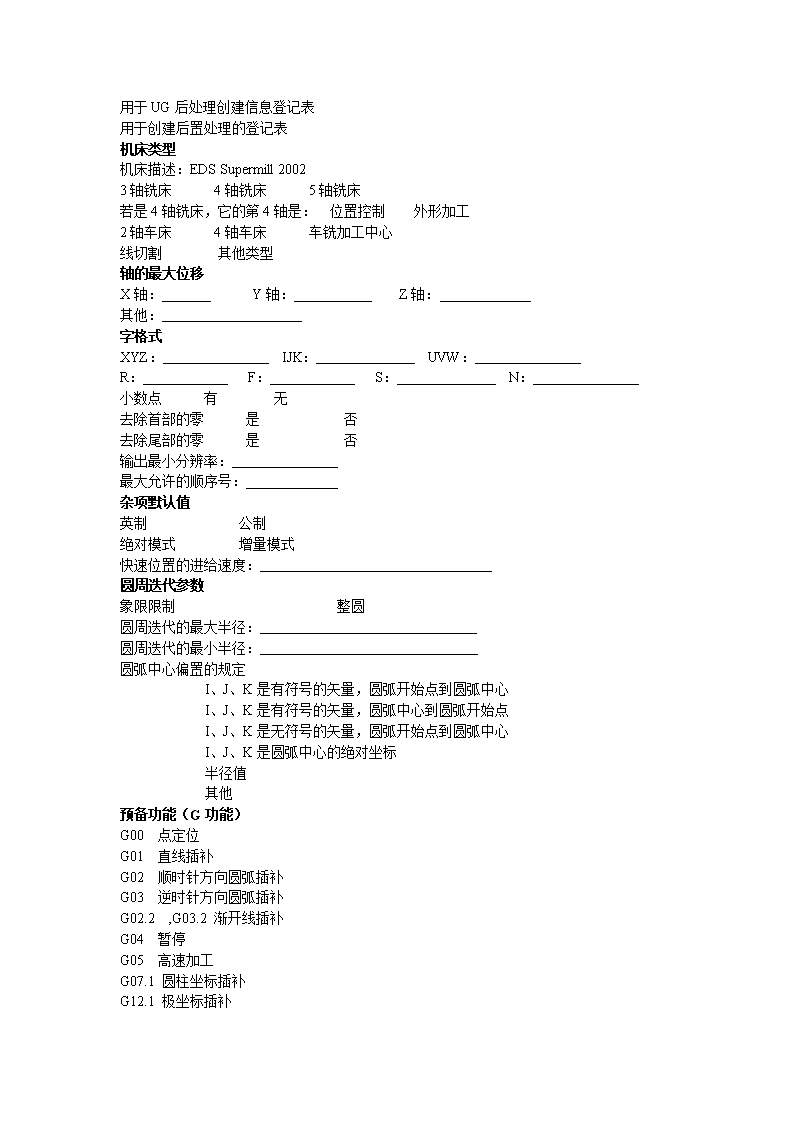
'用于UG后处理创建信息登记表用于创建后置处理的登记表机床类型机床描述:EDSSupermill20023轴铣床4轴铣床5轴铣床若是4轴铣床,它的第4轴是:位置控制外形加工2轴车床4轴车床车铣加工中心线切割其他类型轴的最大位移X轴:Y轴:Z轴:其他:字格式XYZ:IJK:UVW:R:F:S:N:小数点有无去除首部的零是否去除尾部的零是否输出最小分辨率:最大允许的顺序号:杂项默认值英制公制绝对模式增量模式快速位置的进给速度:圆周迭代参数象限限制整圆圆周迭代的最大半径:圆周迭代的最小半径:圆弧中心偏置的规定I、J、K是有符号的矢量,圆弧开始点到圆弧中心I、J、K是有符号的矢量,圆弧中心到圆弧开始点I、J、K是无符号的矢量,圆弧开始点到圆弧中心I、J、K是圆弧中心的绝对坐标半径值其他预备功能(G功能)G00点定位G01直线插补G02顺时针方向圆弧插补G03逆时针方向圆弧插补G02.2,G03.2渐开线插补G04暂停G05高速加工G07.1圆柱坐标插补G12.1极坐标插补
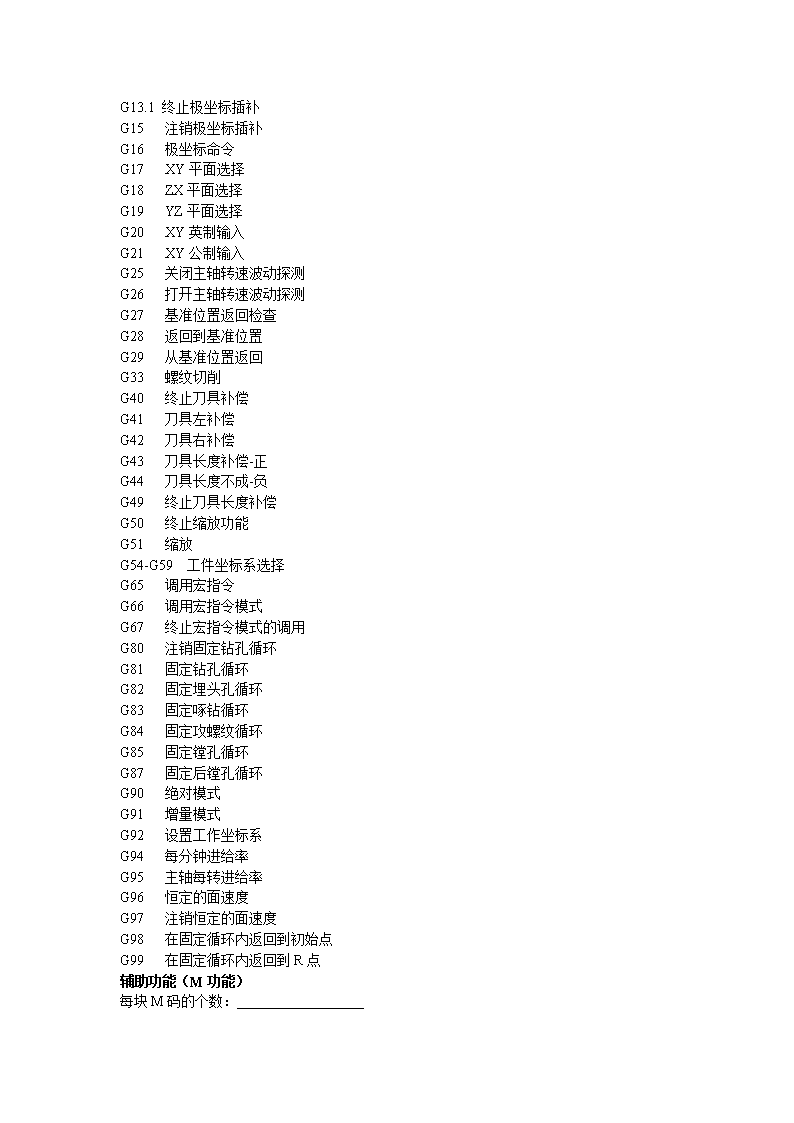
G13.1终止极坐标插补G15注销极坐标插补G16极坐标命令G17XY平面选择G18ZX平面选择G19YZ平面选择G20XY英制输入G21XY公制输入G25关闭主轴转速波动探测G26打开主轴转速波动探测G27基准位置返回检查G28返回到基准位置G29从基准位置返回G33螺纹切削G40终止刀具补偿G41刀具左补偿G42刀具右补偿G43刀具长度补偿-正G44刀具长度不成-负G49终止刀具长度补偿G50终止缩放功能G51缩放G54-G59工件坐标系选择G65调用宏指令G66调用宏指令模式G67终止宏指令模式的调用G80注销固定钻孔循环G81固定钻孔循环G82固定埋头孔循环G83固定啄钻循环G84固定攻螺纹循环G85固定镗孔循环G87固定后镗孔循环G90绝对模式G91增量模式G92设置工作坐标系G94每分钟进给率G95主轴每转进给率G96恒定的面速度G97注销恒定的面速度G98在固定循环内返回到初始点G99在固定循环内返回到R点辅助功能(M功能)每块M码的个数:
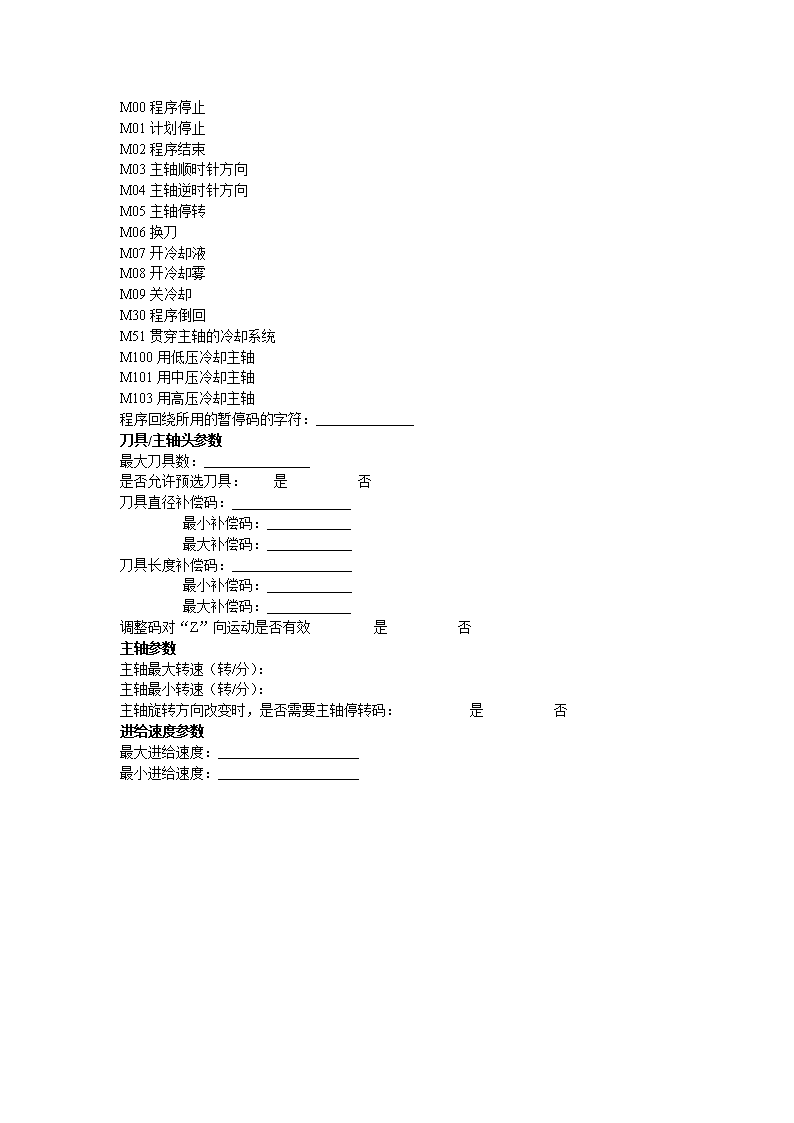
M00程序停止M01计划停止M02程序结束M03主轴顺时针方向M04主轴逆时针方向M05主轴停转M06换刀M07开冷却液M08开冷却雾M09关冷却M30程序倒回M51贯穿主轴的冷却系统M100用低压冷却主轴M101用中压冷却主轴M103用高压冷却主轴程序回绕所用的暂停码的字符:刀具/主轴头参数最大刀具数:是否允许预选刀具:是否刀具直径补偿码:最小补偿码:最大补偿码:刀具长度补偿码:最小补偿码:最大补偿码:调整码对“Z”向运动是否有效是否主轴参数主轴最大转速(转/分):主轴最小转速(转/分):主轴旋转方向改变时,是否需要主轴停转码:是否进给速度参数最大进给速度:最小进给速度:'
您可能关注的文档
- 绿化工程验收情况登记表
- 被派遣人员情况登记表
- 法律援助律师执业登记表
- 样品出入库登记表
- 上海电影资料馆应聘人员登记表
- 民办非企业单位注销登记表
- 2018年非上海生源应届普通高校毕业生进沪就业登记表
- 先正达奖学金本科生获奖学生情况登记表
- 水龙头漏水量登记表
- 中建交通建设集团有限公司高校毕业生应聘登记表
- 税务登记表(适用临时税务登记纳税人)
- 企业一套表调查单位月度审核登记表
- 单位(科室)廉政风险点、廉政风险等级、防控措施登记表 - 马鞍山物价局精品文档
- 大连海事大学拟聘用人员登记表
- 浙江工业大学研究生核心课程建设项目中期检查情况登记表
- 河南归侨侨眷身份认定登记表
- 水库大坝注册登记表
- 科级干部廉政档案登记表