

- 1.08 MB
- 2022-04-29 14:33:43 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'本科毕业设计凿岩机螺旋棒的机械加工工艺规程及夹具设计西南大学工程技术学院机械设计制造及其自动化二专指导老师:学生:
本科毕业设计计算生产纲领、确定生产类型在设计过程中拟定凿岩机螺旋棒的年产量为2000件/年。设其生产相关参数为:备品率10%,机械加工废品率1%。利用公式可计算得零件的生产纲领为2220件。查表可知,生产类型为中批量生产。
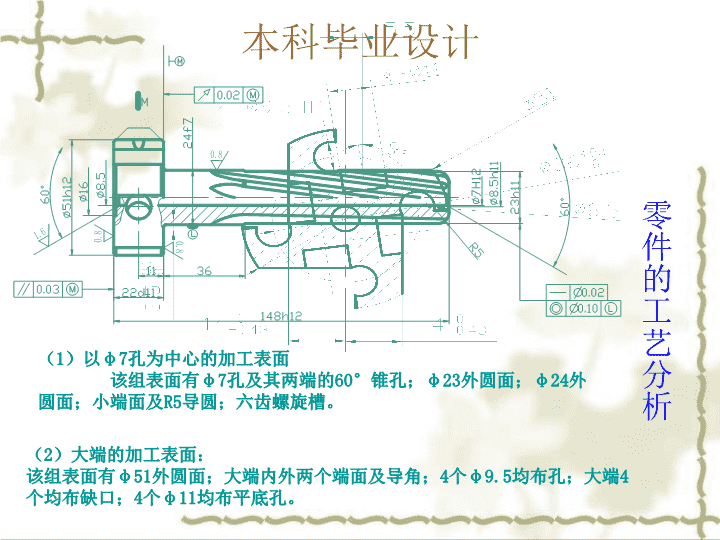
本科毕业设计零件的工艺分析(1)以φ7孔为中心的加工表面该组表面有φ7孔及其两端的60°锥孔;φ23外圆面;φ24外圆面;小端面及R5导圆;六齿螺旋槽。(2)大端的加工表面:该组表面有φ51外圆面;大端内外两个端面及导角;4个φ9.5均布孔;大端4个均布缺口;4个φ11均布平底孔。
本科毕业设计零件表面加工方法的选择(1)大端内外端面及φ23、φ24外圆面:表面粗糙度为Ra0.8,选择粗车——精车——磨削的加工方法。(2)小端面及φ51外圆面:表面粗糙度为Ra12.5,采用粗车的加工方法。(3)φ7孔、4个φ9.5均布孔:精度等级为H11为通孔,采用钻孔的加工方法。(4)4个φ11均布平底孔、φ16凹台:底面表面粗糙度为Ra12.5,没有特别说明加工精度要求,采用直柄铣刀铣孔的加工方法。(5)四个均布缺口、表面粗糙度为Ra12.5,采用的粗铣加工方法。(5)六齿螺旋槽:表面粗糙度为Ra1.6,粗铣——半精铣加工的方法。
本科毕业设计确定机加工余量1需要精加工的表面(加工精度为F1)查表2.2-25(《工艺手册》)可查得直径方向的加工余量为1.7-2.2mm,在水平方向的加工余量为1.7-2.2mm。即锻件在φ23、φ24外圆面处的单面加工余量为1.7-2.2mm,锻件在大端内外两端面处的单面余量为1.7-2.2mm。2只需粗加工的表面(加工精度为F2)查表2.2-25(《工艺手册》)可查得直径方向的加工余量为1.5-2.0mm,在水平方向的加工余量为1.7-2.0mm。即锻件在φ51外圆面处的单面加工余量为1.5-2.0mm,锻件在小端外两端面处的单面余量为1.5-2.0mm。
本科毕业设计零件尺寸单面加工余量锻件(毛坯)尺寸φ51φ24φ23221481.52.7+0.32.2+0.32.2+0.32.2+0.3及1.5φ54φ29φ2927152确定毛坯尺寸做毛坯图锻件尺寸偏差根据φ54φ29φ29271522.2-132.2-142.2-132.2-142.2-13毛坯采用模锻的方式制造
本科毕业设计加工设备的选用
本科毕业设计根据前面毛坯余量,将总加工余量分为个工序加工余量,然后由后往前计算工序尺寸。中间工序尺寸的公差按加工方法的经济精度确定。查表1.4-8和表2.3-5可得本零件的轴向工序尺寸如下。
本科毕业设计零件轴向加工余量表
本科毕业设计车削时所用切削用量的计算方法
本科毕业设计钻孔时所用进给量的选取方法
本科毕业设计铣削时所用切削用量的计算方法
本科毕业设计确定机加基本工时可用公式
本科毕业设计夹具设计
本科毕业设计第VII道工序钻大端四个φ9.5均布孔的钻床夹具装配图
本科毕业设计量具的设计
本科毕业设计φ24f7外圆面量具的设计查表表5.2得出工作量规制造公差T和位置要素z
本科毕业设计最后将以上内容计算整合为下表并绘制出专用量具卡规图
本科毕业设计卡规图
本科毕业设计谢谢!'
您可能关注的文档
- 毕业答辩PPT模版基于MATLAB的GPS水准拟合方法及应用南京工业大学.ppt
- 工科毕业答辩PPT.ppt
- 工程施工组织设计毕业答辩PPT.ppt
- 建筑工程技术专业毕业答辩PPT范文.ppt
- 开关电源毕业答辩PPT模版.ppt
- 投标毕业答辩PPT.ppt
- 智能小车设计(大学毕业答辩PPT).ppt
- 暖通毕设答辩PPT.ppt
- 智能防盗报警系统 毕业论文答辩PPT.ppt
- 机械课程设计答辩PPT.ppt
- 某城镇污水处理厂毕业答辩PPT.ppt
- 生产实习答辩PPT (上传).ppt
- 桥梁毕业设计答辩PPT.ppt
- 毕业论文答辩PPT模板 免费下载61982.ppt
- 毕业论文答辩PPT 立体车库.ppt
- 毕业论文答辩PPT模板56626.ppt
- 毕业设计答辩PPT模板 免费下载.ppt
- 毕业设计-毕业论文-工业设计-现代床头台灯创意设计-答辩PPT.ppt