

- 3.12 MB
- 2022-04-29 14:34:51 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'天津广播电视大学
毕业设计答辩北辰工作站15秋本科生数控机床精度调整与恢复指导教师:牛玉成学生姓名:
数控机床精度调整与恢复数控机床的发展趋势1雷尼绍激光干涉仪2数控技术在机械加工企业中的应用3FIDIA数控机床的精度补偿4结束语5
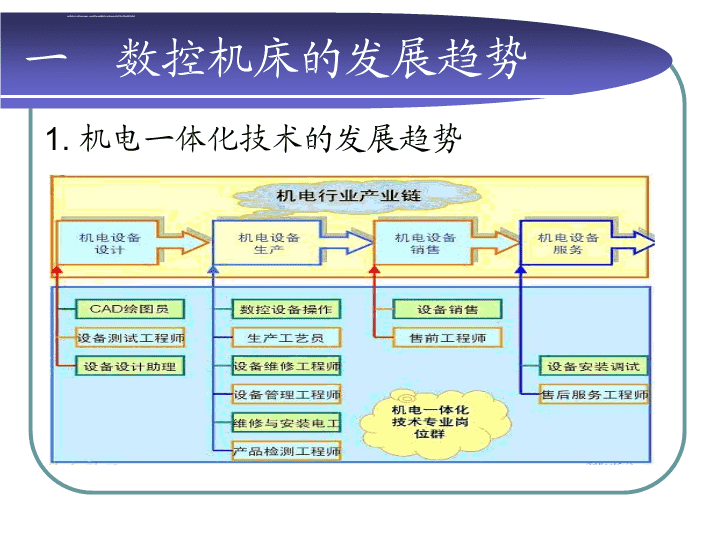
一数控机床的发展趋势1.机电一体化技术的发展趋势
一数控机床的发展趋势高精度化数控机床高速化复合加工联网管理优质刀具
转数12000-40000进给120m/min高速化
定位精度达到0.008mm,最小分辨率1nm.提高了插补精度1um。并可进行自动拐角高精度化
复合加工,新结构机床大量出现5轴5面复合加工机床计算机辅助编程复合加工
内冷刀具,高硬度涂层,以及先进的结构优质刀具
它不仅是提高数控机床开动率、生产率的必要手段,而且是企业合理化、最佳化利用这些制造手段的方法联网管理
三数控机床在机械加工中的应用积木式数控机床车方式平面加工1积木式数控机床加工转轮导向槽23积木式数控机床加工转轮上下抗磨环4三峡转轮加工完成验收合格5积木式加工中心钻孔攻丝与镗孔
数控机床在三峡转轮加工中的应用
1.积木式数控机床车方式平面加工积木式数控机床组装铣方式积木式数控机床平面加工
2.积木式数控机床钻孔攻丝与镗孔自动分度打眼并套扣积木式数控机床镗孔
3.积木式数控机床加工转轮导向槽积木式数控机床组装车方式积木式数控机床已车方式加工
4.积木式数控机床加工转轮抗磨环积木式数控机床再次组装积木式数控机床加工抗磨环
三雷尼绍激光干涉仪硬件组成激光干涉仪测量原理软件组成检测程序光路调整分析数据
三雷尼绍激光干涉仪测量原理
三雷尼绍激光干涉仪硬件组成
三雷尼绍激光干涉仪软件组成
三雷尼绍激光干涉仪光路调整
三雷尼绍激光干涉仪程序号:0001轴名为:Z运行次数为:1选择方向为:双向暂停周期为:4秒越程为:4.0000mm零件程序类型:线性进给量:1500mm/min;轴方式为:普通检测程序
三雷尼绍激光干涉仪绘制数据曲线生成补偿文件分析数据
四FIDIA数控机床的精度补偿补偿步骤激光干涉仪简介选择仪器数据分析测量方法实例补偿步骤
机床的精度误差包括两方面简介
12345使用Renishaw激光器测仪进行测量安装高精度位移检测装置。编制机床的检测程序。记录运动到这些点的实际精确位置多次测量,取平均值形成误差补偿表。将该表输入数控系统,检测补正效果补偿步骤
12345线性测量选择仪器使用Renishaw激光器测仪进行测量垂直度测量直线度测量平面度测量角度测量
线性测量:是激光器最常见的一种测量激光发生器线性干涉镜线性反射镜激光由发生器产生后经过线性反射镜折返被激光干涉仪接收原件所接收经过仪器分析后产生数值并显示出来。检测螺距误差使用的测量方法测量方法
绝对型误差是指:以被补偿轴上各个补偿点的绝对误差值为依据来进行补偿增量型误差是指:以被补偿轴上相邻两个补偿点间的误差差值为依据来进行补偿(2)绝对型误差(1)增量型误差数据分析选择补偿方法进行数据分析
12345实际举例6实例用机床执行测量程序根据激光测距仪生成的误差补偿文件进行补偿确认补偿路径执行操作再次用机床执行本程序补偿前一定注意先清除以前的补偿文件
五结束语机电一体化的出现不是孤立的,本文中可以发现它是许多科学技术发展的结晶,是社会生产力发展到一定阶段的必然要求。当然,与机电一体化相关的技术还有很多,本文中论述的数控机床精度补偿恢复只是一个实例,并且随着科学技术的发展,各种技术相互融合的趋势将越来越明显,机电一体化技术的广阔发展前景也将越来越光明。但是随着科学技术的进步,对人才的要求会越来越高,例如数控机床只是机电一体化的一个分支,但是它又要求我们对机械、液压、PLC、编程、传感器、计算机、网络等技术都有一定的了解
向各位老师致敬烦请指正谢谢数控机床精度调整与恢复'
您可能关注的文档
- 清新毕业答辩PPT模板ppt课件.pptx
- 盆栽简约答辩PPT模板课件.pptx
- 简约清新毕业答辩PPT模板课件.pptx
- 简约黑色答辩PPT模板课件.pptx
- 简约灰色学术毕业答辩PPT模板课件.pptx
- 北京工商大学通用答辩PPT模板课件.pptx
- 土木工程毕设答辩PPT课件.pptx
- 小清新手绘仙人掌毕业答辩PPT模板课件.pptx
- 福州某15万吨每天污水处理厂A2O工艺设计 毕业设计答辩PPT.ppt
- 【毕业答辩专用】青岛理工大学毕业答辩PPT模板课件.ppt
- 优秀毕业设计答辩PPT模板课件.ppt
- 吉林师范大学毕业答辩PPT模板课件.ppt
- 华北电力大学-毕业答辩PPT模板课件.pptx
- 华中科技大学-答辩PPT模板课件.pptx
- 机电一体化毕业答辩PPT模板(仅供参考)课件.ppt
- 毕业答辩PPT给水排水专业建水设计课件.ppt
- 毕业答辩PPT模板课件.ppt
- 毕业答辩PPT模板(无线点菜系统)课件.ppt