

- 1.92 MB
- 2022-04-29 14:32:28 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'精益之路----准时化物流模式设计增强竞争力的途径
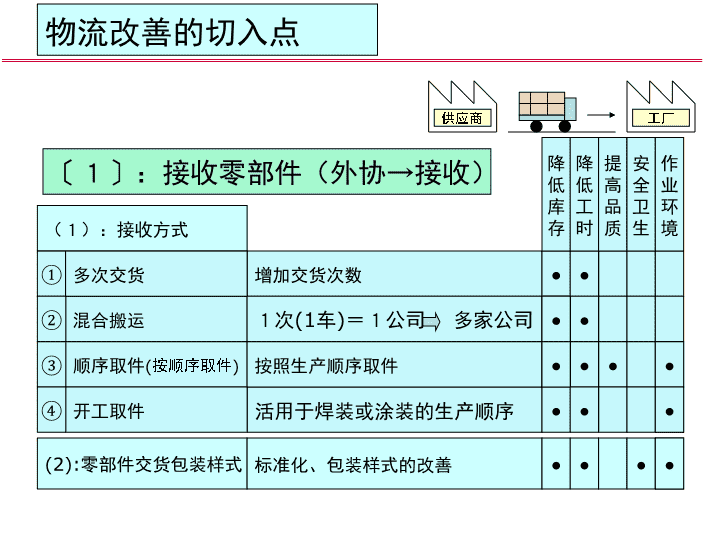
物流改善的切入点①增加交货次数混合搬运顺序取件(按顺序取件)活用于焊装或涂装的生产顺序多次交货1次(1车)=1公司多家公司开工取件按照生产顺序取件(2):零部件交货包装样式标准化、包装样式的改善②③④●●●●●●●●●●降低库存降低工时提高品质安全卫生作业环境●●〔1〕:接收零部件(外协→接收)(1):接收方式供应商工厂●●●
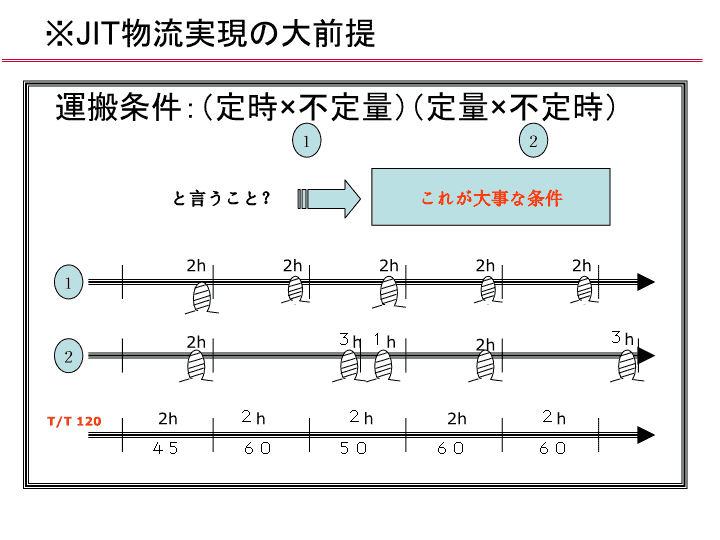
※JIT物流実現の大前提運搬条件:(定時×不定量)(定量×不定時)と言うこと?これが大事な条件2h2h2h2h2h2h3h1h2h3h2h2h2h2h2h12216060506045T/T120
大 前 提T/T生産による平 準 化生 産定 時×不 定 量 運 搬生産には凸凹がある=使った量だけ運搬が原則定時×不定量=最も現実的
5(1)・零部件接收方式①:多次交货・・增加交货次数、・增加交货次数,降低前后工序的库存②:混合搬运・多家外协共同搬运・1次・2次・3次・4次・1台车辆搬运多种零部件・中转搬运方式
③:按顺序取件・・(顺序取件)・总装线座椅・轮胎・座椅・发动机・地毯・油箱 等总装线近距离的供应商(1小时以内)(・在总装线后半部组装的零部件)・多种类的零部件(大件)按照总装线生产顺序取件生产信息・在总装线的开端发出生产顺序的信息零部件架发动机准备线发动机・按照生产顺序交货・采用方式供应商供应商
④:开工取件W2涂装工序涂装工序修正组装工序修改车体工厂修改生产指示W1T2T1A1・W1:决定顺序车身开工顺序改变顺序改变顺序实际使用的零部件・只订购、领取(特别是选装件)・灵活运用车身开工顺序或涂装完成信息完成涂装车身库存改变顺序
(2):零部件交货包装式样・零部件收取容器、托盘的标准化②:形状①:重量限制③:托盘(带轮子的)・使运用牵引
车搬运成为可能・树脂箱、纸箱+零部件≦10Kg〔零部件交货箱〕333310〔1/2箱〕〔2倍箱〕・连接棒・轮子・可以重叠放置的〔標準C箱〕・统一供应商的包装容量
・包装式样改善事例
・包装式样改善事例:2
11
〔2〕:工厂内部物流①统一供应(1)・零部件搬入方式〔接收→各生产工序)・根据每个工序或生产线统一搬入②●●降低库存降低工时提高品质安全卫生作业环境●●●・根据组装顺序信息搬入●按顺序搬入(确立顺序)③呼叫“安灯”方式・根据最小库存呼叫搬入●●●●●只传递去掉包装的零件⑤・小件零部件统一放在一处●●●④统一放置・零部件(裸)的状态搬入●●
(1)零部件搬入方式・缩小零部件的开口宽度〔备用轮胎组装工序〕确立顺序、准备场所按顺序摆放轮胎的推车(10台)ABCDE种类组装后内装生产线・根据组装信息按顺序准备场所备用轮胎安装顺序〔参考〕①:按顺序搬入(确立顺序)轮胎种类:5种
・确立顺序(参考)保险杠
②:统一供应(1)・工序N0:459・零部件准备与组装作业的分离組立ライン・零部件搬入车6456789101112101112零部件架统一供应台车工序No・组装生产线・零部件准备处・分工序供应零部件・多工序用一台车一台车供应AGV车AutomatedGuidedVehicles
②:统一供应(2)・・豉虫方式后轴、组装生产线车后轴工序・琴式驱动桥安装工序・差速齿轮工序④冲洗③②刹车鼓工序①②③④①・按照生产顺序的需要领取必要的零部件
・统一供应 (例)・组装生产线零部件准备处零部件搬运(AGV)AGVAGV:AutomatedGuidedVehicles・
③:呼叫安灯方式・组装生产线〔零部件架〕部品名零件搬入指示板无线、有线・达到最小库存时联络・搬入被呼叫的零部件零部件仓库代号、放置地点:零部件搬入呼叫〔零部件架〕组装生产线(制造工序)零部件接收处信息零部件搬入电灯・也叫做包车方式
④:统一放置・小件零部件(螺丝、螺母、绝缘胶带、夹具、等)有别于一般零部件应统一放置在工序的一个地方。(只是各工序使用中的零件)・小件零部件统一搬入一处组装生产线456789101112零部件架零部件架・设置在无作业的工序或零部件少的工序工序No小件零部件专用放置处
⑤:只传递去掉包装的零件・・零部件(裸)的状态搬入・从周转箱里面拿取零部件困难・零部件种类繁多,放置场所狭小・从周转箱拿取零部件,并将零部件去包装搬入例・传递去包装的传动轴只传递去包装的零部件传动轴
①・牵引车+推车、托盘②●●●・限高、简单改造●●●(2)・零部件的搬运、保管③●●●●●●●●搬运工具・接收的零部件放在推车上零部件搬运推车零部件架④标识所在地点・明确零部件的搬运地点⑤零部件名称代号化・设定零部件管理编号●●●●⑥库存管理・表示最小・最大库存●●降低库存降低工时提高品质安全卫生作业环境〔2〕:工厂内部物流
(2)・零件的管理①:零件搬运台车・接收的零件全放在台车上一般搬运台车
确保安全、提升搬运效率禁止用叉车搬运物品进入生产线内使用牵引车、台车②:搬运工具××牵引车・拖拽的台车最多6台(叉车仅用于装配作业)
牵引车+台车:方式・站立驾驶式牵引车(电池车)・拖拽台车数量:最多6台・也有安装了自动驾驶装置的
③:零件架・组装生产线、零件架:1.5m以下・限定高度(提升作业环境)
・构造简易1.5m以下零件架・自由拼接管・组合式〔在制造部门制作、改造〕效果・提升部件的搬入、取出作业的效率・提升作业环境、提升目视辨认性床面
(参考)零件架(自由拼接式)
④・位置的标识例:部件工厂・确定通道名称:A~J道路・确定位置:搬入一侧的标识、(E・W・S・N)工序No、1232213131231231123NSEWAS-2EE-2例:组装生产线前内装生产线:1(Trim Rine:1)・后内装生产线(FinalLine)・底盘安装生产线(ChassisLine)・前内装生产线:2(Trim Rine:2)接收场地FR-5RRRRLLLLT1L-9・确定通道名称:各生产系名称・决定位置:生产线名称的右(R)・左(L)工序No、・确定位置的方法接收
・位置的公示2.5m~3.5m组装生产线车辆位置标识设置位置组装生产线车辆
⑤・零件名的代号化・将零部件编号标识简略化・使零部件信息、零部件核对容易判别:设定零件管理编号〔每个外协厂家给3位数字〕・设定代号 :用「外协厂商名・・编号」标示例部件编号 代号・90109-08025 ・・・青山-001・90119-10356 ・・・青山-002・90250-04008 ・・・杉浦-001・90167-50038 ・・・杉浦-002・SY6480AC-3724050 ・・・总成-001・SY6480AD-3724050B ・・・总成-002
⑥:库存管理・最小~最大库存量的管理・防止缺件、过剩库存〔最小~最大库存量的标识〕・零件箱2个以上的时候,用箱数标示位置代号物品编号品名最小最大5月50300月月月月月・实施目视管理
〔3〕:使物品移动的信息①・生产、搬运指示生产顺序信息KANBAN方式・顺序领取、确定顺序、开工领取②③●●●●库存减少减少工时提升品质安全卫生作业环境●●●呼叫安灯方式・零件搬入的呼叫(〔2〕-(1)-③)●●'
您可能关注的文档
- 波形的产生与变换电路教学课件PPT
- 生产费用在完工产品和在产品之间的分配教学课件PPT
- 北师大版小学五年级下册语文《奇怪的圣诞包裹》课件PPT
- 华师大版七年级上册4.5.1点和线课件PPT
- 用电安全知识培训教学课件PPT
- 人教版五年级语文下册《再见了,亲人》课件PPT1
- 人教版五年级语文下册《猴王出世》课件PPT (2)
- 管理学 学理管讲座课件PPT
- 油气井流体力学教学课件PPT固液两相流动
- 去年的树ppt课件PPT-37页上课用
- 管理运筹学教学课件PPT存储论
- 活动礼仪教学课件PPT
- 精品小学生安全常识课件PPT(12)
- 4.8人教版五年级数学下册《通分》课件PPT
- 四下册《一个中国孩子的呼声》课件PPT
- 纸币货币教学课件PPT
- 湘美版小学美术二年级上册《影子大王》课件PPT版_-_副本
- 四年级品德与社会下册课件PPT绿色小卫士