

- 177.00 KB
- 2022-04-29 14:46:16 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'窑内耐火砖施工质量控制流程徐金福
为什么要设立质量控制流程?齐把筑炉施工质量,确保大窑稳定运行1、是为了确保施工质量的需要;2、落实质量管理职责的需要;3、若出现事故便于追溯与分析。
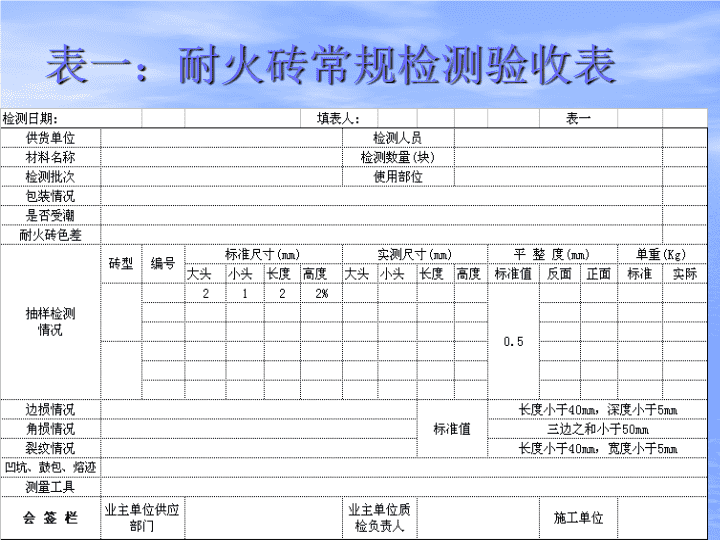
表一:耐火砖常规检测验收表
设置表一的目的和问题处理1、对外观质量进行全面验收;2、发现问题及时汇报处理;3、对不能处理的进行协商,并形成备忘;4、对照指标进行记录,双方签字。
表二:更换部位筒体状况验收
筒体状况验收的意义!1、筒体变形对砖的使用影响较大,如果变形需采取相应对策;2、杂物影响砌筑效果,应清理干清;3、护铁、挡砖圈、焊缝情况检查,出现问题要汇报及时处理。以上是提高耐火砖砌筑质量和使用质量的前提和保证!
表三:更换部位与旧砖接口情况
与旧砖接口处理要小心!1、旧砖易产生纵向错位和环向扭曲,记录在案分析原因;2、给向错位和环向扭曲对新砖砌影响较大,如何封口需在测量后提前考虑;3、测量距离太长,可以以焊缝为基准。
表四:换砖部位筒体椭圆度测量
筒体变形及振动对耐火砖的影响一是关于回转窑径向变形(椭圆度)1、窑筒体径向为什么会变形?主要原因有两点,一是砖和筒体本身的载荷;二是轮带与垫板的间隙。2、窑筒体椭圆度的监测停窑冷态下,可直接测量轮带与垫板间距离,一般小于(0.2D%+7)mm,如直径为4.8m的窑,冷态下不能超过16.6mm。热态下,一是利用筒扫数据,可在动态下进行监控;第二种判定方法,人工在现场监控.即在正常运转条件下,回转窑每转一周,轮带与垫板之间产生的错位不应超过20mm。3、如何控制窑筒体与轮带之间间隙?一种情况是过小,筒体没有足够的自由膨胀空间,使窑筒体出现“缩颈”现象,容易使砖损坏,这时可通过强制冷却解决。另一种情况是间隙过大,椭圆度超标,影响到耐火砖的使用寿命,一是更换垫板,二是更换筒体。
二如何防止窑筒体的轴向变形1、回转窑筒体的轴向变形(大于5mm),将直接影响到轮带与筒体之间的作用力。2、如何控制轴向变形(中心线)超标一是定期对窑墩的沉降进行检测;二是定期检查轮带与垫板之间的不均匀磨损,一旦超标,应及时通过托轮的调节调整恢复;三是有可靠的备用电源和停窑应急制度(20分钟内恢复)。
三、如何保持托轮表面的平整1、正常情况应该是:回转窑托轮表面应保持平整,使轮带沿其表面上下运行时匀速、平稳。2、原因产生:档轮长时间运行不正常时或其它原因影响,会使托轮表面产生不均匀磨损而出现凸台,当高出1mm时,就会产生较大的振动,也会影响耐火材料的整体效果和使用寿命;3、解决办法:应定期采用机加工的办法消除凸台。同时要注意大牙轮振动给耐火材料带来的影响.
表五:施工测量放线记录表
对表五的说明1、放线的重要性:设立一个基准,控制轴向和环向砌筑误差。2、如何放线一是根据砌砖的长度:在5米内,只放底线;5米到10米需放半环线;10米以上按标准放线。二是找准基准点:以筒体焊缝为基准点。
表六:耐火砖砌筑跟踪记录表
对表六的说明1、前面几张表都是砌筑前的一些准备,也是为后面砌筑做准备;这张表反映的是一个过程跟踪。2、整个砌筑分为两阶段:下半部铺底+上半部封口。3、如何判断砌筑质量,主要从以下几个控制指标:①砖的配比;②每十环距离;③锁砖块数;④锁砖板块数;⑤气泵压力;⑥砌砖机压力等。
表七:加工砖情况记录表
表七说明:要做好砌筑收尾工作1、加工砖尺寸要准确;2、要注意加工砖品种与加工方式的选择;3、收尾工作关系到整个检修质量;4、由技术、责任都强的人员把关。
表八:耐火砖完成验收会签表
表八:检修结束前的验收1、验收内容:保证措施、过程控制、砌筑结果三个方面内容,形成备忘。2、验收原则:实事求是的态度、有错必纠的态度、相互理解的态度。3、此表应作为点火条件之一。
表九:浇注料施工记录表
对表九的说明1、浇注料与耐火砖不一样,施工环节多,每一环节都可能影响使用效果,监控必须到位!2、重视辅材的使用(锚固件、焊条配套、模板等)3、养护与烘烤
为回转窑稳定运行提供可靠保障
是你我共同的心愿!施工质量检质流程讲解完毕谢谢大家!'