

- 422.50 KB
- 2022-04-29 14:39:06 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'测量系统分析(MSA)MeasureSystemAnalysis1
概述大家都知道,在现代化的企业制造过程中决定要进行调整,通常是以测量数据为基础。将其结果与过程的统计控制限进行比较。另一种情况确定两个或多个变数这间是否存在重大的相互关系。这种相互关系的探测研究被戴明博士称为分析研究法。从而使测量数据得到广泛应用。使用以数据为基础的程序的最大益处取决于所使用的测量数据的质量。因為量具在協助設備完成任務上扮演一極主要角色,故執行量測之量測系統其品質十分重要,如其品質過低,則設備可能無法完成其現行任務。例如量測系統具有太多變異,則在使用統計製程管制(SPC)時,可能掩蓋了製造程序之重要變異,結果在使用SPC時無法發揮其相對的作用。2
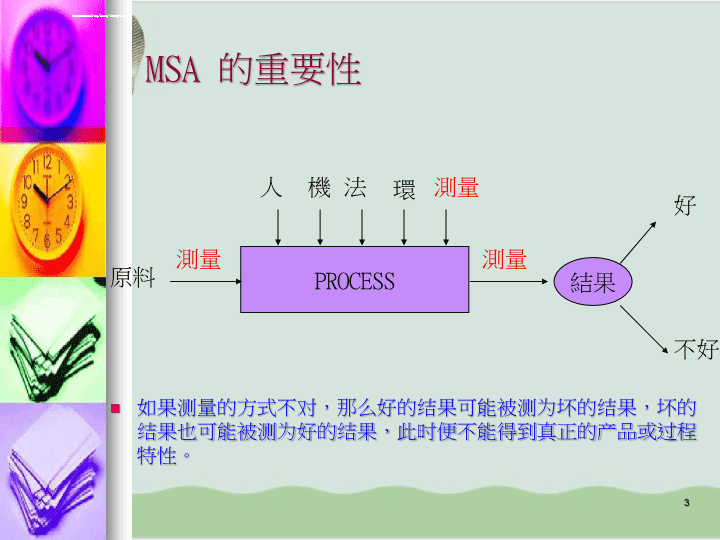
MSA的重要性如果测量的方式不对,那么好的结果可能被测为坏的结果,坏的结果也可能被测为好的结果,此时便不能得到真正的产品或过程特性。PROCESS原料人機法環測量測量結果好不好測量3
MSA分析的对像测量系统分析为分析每种测量和试验设备系统得出的结果中出现的变差,应进行统计研究。此要求应适用于控制计划中提及的测量系统。所用的分析方法及接受准则应符合顾客关于测量系统分析的参考手册的要求。如果得到顾客的批准,也可使用其他分析方法和接受准则。(7.6.1)4
测量误差y=x+ε测量值=真值(TrueValue)+测量误差戴明说没有真值的存在一致性5
测量误差来源仪器(量具)工作件(零件)人员(评价人)环境测量系统变差标准维护,校准,敏感度,五性设计,接触几何,变形后果清洁,工作的定义弹性变形支持特性适合的数据光线,空气污染振动,照明,压力,人机工程周期,热的系数标准和环境关系经验,培训,技能理解,工作态度身体,教育目视标准,程序6
测量误差的来源仪器方面:Discrimination(分辩力)Precision精密度(Repeatability重复性)Accuracy准确度(Bias偏差)Damage损坏Differencesamonginstrumentsandfixtures(不同仪器和夹具间的差异)7
测量误差的来源一不同检验者的差异Differenceinusebyinspector训练技能疲劳无聊眼力舒适检验的速度指导书的误解8
测量误差的来源二不同环境所造成的差异(Differencesduetoenvironment)温度湿度振动照明腐蚀污染(油脂)9
测量误差的来源三方法方面:Differencesamongmethodsofuse测试方法测试标准材料方面:准备的样本,本身有差异收集的样本,本身有差异10
MSA测量系分析的目的目的:應用統計方法來分析量測或試驗設備的準確度﹑線性﹑再現性﹑重复性及穩定性,作為規劃下列事情的參考:--測試設備是否需要校驗?--是否可以提供使用?--是否有人為因素造成的疏失?--是否需修訂校驗的週期及頻率?11
量具﹑量測及試驗設備的評價一通常對量測系統品質的評價即為定量測系統之變異及辨認影響變異之因素。二每一量測系統應被評估以決定是否適用於預估工作。通常此種評估意味執行一或數種測試(test)以決定量測系統是否能產出管理上需求之統計特性。三量測系統測試方式應包含:(1).量測項目之規格。(2).數據收集﹑分析規範。(3).重要條件及原則之作業定義。(4).依據之標準或研究資料之保存。12
MSA主要的評價項目(各統計特性)重復性(Repeatability)再現性(Reproducibility)偏差(Bias)穩定性(Stability)線性(Linearity)零件變異(PartVariation)13
测量系统策划14
典型的进展测量系统的设计开发测量系统的制造测量系统实施(定期校准、统计分析)15
一测量系统设计和开发要测量什么?特性的类型是什么?是动态还是静态?是电性能吗?有重要的零件内变差?测量过程的结果(输出)用作什么目的?生产改进、生产监控、实验室研究、过程审核、装运检查、进货检查、对doe的反馈吗?谁将使用过程?操作者、工程师、技师、检查者、审核员?要求的培训:操作者、维护人员、工程师、教室、实际应用、在职培训、学徒期间。16
确定变差来源了吗?使用小组、头脑风暴、渊博的过程知识、因果图或矩阵建立误差模型。开发测量系统或专用的测量系统?测量系统可以是永久的和专用的,或者也可以是柔性的且有可以测量不同类型零件的能力;如:仪器车量具、夹具量具、三坐标测量机等。柔性的量具会更昂贵,但长期运行可以省钱。接触或不接触:可靠性、特性类型、样件计划、成本、维护、校准、人员技能、兼容性、环境、速度、传感器类型、零件偏差和图像处理。这可以由控制计划要求和测量(在连续抽样期间全面接触量具可能有额外磨损)频次确定。全表面接触传感、传感器类型、空气反馈喷射、图像处理,CMM或光学比较仪等。17
环境:污垢、潮湿、湿度、温度、振动、噪声、电磁干扰、周围空气移动、空气污染物等。实验室、车间、办公室等?以微米水平计算的紧密公差使环境成为关键的问题。同时,还有cmm、显示系统及超声波等。这可能是过程内自动反馈类型测量的一个因素。切削油、切削碎片和超高温也可能成为问题。需要干净房间吗?测量和定位点:使用GD&T清楚地确定固定和夹紧点以及在零件的何处进行测量。固定方法:自由状态或夹紧的零件定位。零件方向:主要部份位置与其它部份。18
零件准备:测量前零件应该干净、无油、温度稳定吗?传感器定位:角度方向,到最初定位器或网络的距离。相互关系问题1:在车间内或在车间之间需要加倍(或更多)的量具支持要求吗?制造的考虑、测量误差的考虑、维修的考虑。那个被认定是标准?怎样使每项有资格?相互关系问题2:方法分歧:从不同的测量系统设计但应用于可接受的实践和操作限制下相同零件和过程的测量变差结果。19
自动或手动:线上、线下、操作者信任。破坏性或非破坏性的测量:示例:拉伸试验、盐雾试验、电镀/油漆涂层厚度、硬度、尺寸测量、图像处理、化学分析、压力、耐久性、冲击、转矩、扭矩、焊接强度、电性能等。潜在测量范围:可能测量的尺寸和预期范围。有效方分辨率:使用时特殊应用的测量对物理变化(探测过程或产品变差的能力)敏感情况可接受吗?灵敏度:最小输入信号形成测量设备可探测的(可辨别的)输出信号对应用这种测量装置可接受吗?灵敏度由固有的量具设计和质量(oem)及使用中的维护和操作条件确定。20
二测量系统制造在系统设计中提出的变差源识别了吗?设计评审、验证和确认。校准和控制系统:建议的校准计划及设备和文件的审核。频率、内部的或外部的、参数、过程中验证检查。输入要求:机械的、电的、液压的、气动的、浪涌抑制器、干燥器、过滤器、滤清器,准备和操作问题、绝缘、分辨率和灵敏度。输出要求:仿真或数字、文件和记录、档案、存放、检索、文件备份。成本:开发、采购、安装、操作和培训的预算因素。预防性维护:类型、进度表、成本、人员、培训、文件。21
服务性:内部的和外部的、位置、支持水平、反应时间、备件的可提供性、标准零件清单。人机工程学:经过长时间装载和操作机器不带来伤害的能力。测量设备讨论需要聚焦于测量系统与操作者是怎样相互依赖的问题上。安全考虑:人员、操作、环境、锁止。存储和定位:建立关于测量设备存储和定位的要求。罩、环境、安全、可提供性(接近)问题。测量周期时间:测量一个零件或特性要花多少时间?测量周期与过程和产品控制相结合。过程流程、批量完整性、记录、测量和返回零件有中断吗?22
材料处理:需要特殊架子、支撑夹具、运输设备或其它材料处理设备处理被测量的零件或测量系统本身吗?环境问题:不管是影响该测量过程或相邻过程,有任何特殊环境要求、条件、限制吗?有特殊的排放要求吗?有温度和湿度控制的必要吗?湿度、振动、噪声、EMI、清洁度。有特殊的可靠性要求或考虑吗?过了一段时间设备能支持吗?在生产使用前有必要验证吗?备件:一般清单、适当的供应和定货系统,可提供性、理解提前期准备。并有充分的和安全存储吗?(轴承、软管、皮带、开关、螺线管、阀门等。)用户说明:夹紧顺序、清洁程序、数据解释、图表、目视帮助、全面。可得到、适当的显示。文件:工程图样、诊断树、用户手册、语言等。23
校准:与可接受的标准比较。可接受的标准的可提供性和成本。建议频率、培训要求。要求下次的时间吗?存储:有关测量设备的存储有特殊的要求或考虑吗?罩、环境、防损坏/偷盗的安全性等。防错:使用者能很容易地(太容易?)改正已知测量程序的错误吗?数据登录、设备的误用、防错、错误预防。24
三测量系统实施支持:谁将支持测量过程?实验室技师、工程师、生产、维修、外包服务。培训:需要对使用和维修测量过程的操作者/技师/工程师培训什么?时间进度、资源和成本问题。谁将培训?在那进行培训?提前期的要求?与测量过程的实际使用互本配合。数据管理:怎样管理测量过程输出的数据?人工、用计算器处理、汇总方法、汇总频率、评审方法、评审频率、顾客要求、内部要求。可提供性、存储、检索、备份、安全、数据解释。25
人员:需要雇用人员支持这一测量过程吗?成本、时间进度、可提供性。当前的或新的。改进方法:经过一段时间谁将改进测量过程?工程师、生产、维护、质量人员?使用什么样的评估方法?是否有一个系统确定改进?长期稳定性:评定方法、形式、频率及长期研究的需要。漂移、磨损、污染、操作完整性。这种长期误差能测量、控制、理解和预见吗?特殊考虑:检查者的素质、身体限制或健康问题:色盲、视力、力量、疲劳、持久力、人机工程学。26
由于其目的是评价整个测量系统,评价人的选择应从日常操作该仪器的人中挑选。样品必须从过程中选取并代表其整个工作范围。有时每一天取一个样本,持续若干天。这样做是有必要的,因为分析中这些零件被认为生产过程中产品变差的全部范围。由于每一零件将被测量若干次,必须对每一零件编号以便识别。27
取样的代表性不具代表性的取法28
取样的代表性具代表性的取法29
仪器的分辨力应允许至少直接读取特性的预期过程变差的十分之一,例如特性的变差为0.001,仪器应能读取0.0001的变化。确保测量方法(即评价人和仪器)在按照规定的测量步骤测量特征尺寸。30
試驗次數K124.5633.05評價人次數2個人3個人K23.652.7031
零件數量K323.6532.7042.3052.0861.9371.8281.7491.67101.6232
重復性EV(Repeatability)33
重复性(Repeatability)重复性指由同一个操作人员用同一种量具经多次测量同一个零件的同一特性时获得的测量值变差(四同)34
重复不好的可能原因零件(样品)内部:形状、位置、表面加工、锥度、样品一致性。仪器内部:修理、磨损、设备或夹紧装置故障,质量差或维护不当。基准内部:质量、级别、磨损方法内部:在设置、技术、零位调整、夹持、夹紧、点密度的变差评价人内部:技术、职位、缺乏经验、操作技能或培训、感觉、疲劳。环境内部:温度、湿度、振动、亮度、清洁度的短期起伏变化。违背假定:稳定、正确操作仪器设计或方法缺乏稳健性,一致性不好应用错误的量具量具或零件变形,硬度不足应用:零件尺寸、位置、操作者技能、疲劳、观察误差(易读性、视差)35
量具重复性:指同一个评价人,采用同一种测量仪器,多次测量同一零件的同一特性时获得的测量值(数据)的变差。EV=×K1%EV=100(EV/TV)公式说明:1、EV/为再现性,TV为全变异。2、为所有作业者执行多次量测所得之变异平均值。3、K1为再现性之系数,为量测次数有关。4、TV为全变异,)2()2&(PVRRTV+=36
重復性(Repeatability)例1:三位作业者对10个零件分别量测,每个零件量测两次,数值如下表所列37
重復性(Repeatability)由上表可先计算Ra,Rb,Rc,再计算其平均值Ra,Rb,Rc如上表所示。∴=1/3(Ra+Rb+Rc)=(0.05+0.05+0.03)=0.04∴EV=×K1=0.04×4.56=0.18%EV=100(EV/TV)=100(0.18/0.93)=18.7%R31R38
再現性AV(Reproducibility)39
再现性(Reproducibility)由不同操作人员,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差(三同一异)再现性40
再現性AV(Reproducibility)量具再现性:指由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性时测量平均值的变差。AV)()2EV2(/nrXDIFF×K2-=%AV=100(AV/TV)公式说明:1、AV为再現性,TV为全变异;2、XDIFF为不同作业者所量测之平均值之最大值与最小值之差异;3、K2为再現性之系数,与作业者之人数有关;4、n为被量测之零件数目;5、r为每位作业者量测之次数。41
再现性不好的可能潜在原因零件(样品)之间:使用同样的仪器、同样的操作者和方法时,当测量零件的类型为A,B,C时的均值差。仪器之间:同样的零件、操作者、和环境,使用仪器A,B,C等的均值差标准之间:测量过程中不同的设定标准的平均影响方法之间:改变点密度,手动与自动系统相比,零点调整、夹持或夹紧方法等导致的均值差评价人(操作者)之间:评价人A,B,C等的训练、技术、技能和经验不同导致的均值差。对于产品及过程资格以及一台手动测量仪器,推蕮进行此研究。环境之间:在第1,2,3等时间段内测量,由环境循环引起的均值差。这是对较高自动化系统在产品和过程资格中最常见的研究。违背研究中的假定仪器设计或方法缺乏稳健性操作者训练效果应用─零件尺寸、位置、观察误差(易读性、视差)42
再現性(Reproducibility)作业者b作业者a作业者c再現性43
再現性(Reproducibility)例2(同例1):亦是三位作业者10个零件分别量测,每个零件量测两次,如下表:已知K2=2.70,TV=0.93,EV=0.18,n=10,r=244
再現性(Reproducibility)由上表我们可先计算个人每次量测10个零件之平均值,再计算两次总平均值Xa,Xb,Xc如上表所示.∴XDIFF=Xa-Xb=0.83-0.77=0.06(EV2/nr)(XDIFF×K2)2∴AV-==(0.06×2.70)2-(0.182/10×2)=0.16%AV=100(AV/TV)=100(0.16/0.93)=16.8%45
偏移(Bias)46
偏倚(Bias)基准值觀測平均值偏倚偏倚:是测量结果的观测平均值与基准值的差值。真值的取得可以通过采用更高等级的测量设备进行多次测量,取其平均值。47
偏移(Bias)偏倚:指同一操作人员使用相同量具,测量同一零件之相同特性多次数所得平均值与采用更精密仪器测量同一零件之相同特性所得之平均值之差,即测量结果的观测平均值与基准值的差值,也就是我们通常所称的“准确度”VAVT偏移(准确度)VT:真值VA:量测平均值48
造成过份偏倚的可能原因仪器需要校准仪器、设备或夹紧装置的磨损磨损或损坏的基准,基准出现误差校准不当或调整基准的使用不当仪器质量差─设计或一致性不好线性误差应用错误的量具不同的测量方法─设置、安装、夹紧、技术测量错误的特性量具或零件的变形环境─温度、湿度、振动、清洁的影响违背假定、在应用常量上出错应用─零件尺寸、位置、操作者技能、疲劳、观察错误49
偏移(Bias)(例3)1位作业者量测1个零件10次,量测值如下所示:X1=0.75X6=0.80X2=0.75X7=0.75X3=0.80X8=0.75X4=0.80X9=0.75X5=0.65X10=0.70测量平均值VA=,已知该零件之真值VT为0.8mm,零件之制程变异为0.70mm.则Bias=VA-VT=0.75-0.80=-0.05%Bias=100(Bias/制程变异)=100(0.05/0.70)=7.1%50
稳定性(Stability)51
稳定性(Stability)稳定性时间1时间2是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。52
穩定性(Stability)時間2時間1穩定性稳定性:指测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。53
稳定性(Stability)1.以相同标准件在不同时间量测同一量具所得之变异;2.以相同量具在不同时间量测同一零件所得之变异稳定性可下面图形表表:稳定性时间1时间254
不稳定的可能原因仪器需要校准,需要减少校准时间间隔仪器、设备或夹紧装置的磨损正常老化或退化缺乏维护─通风、动力、液压、过滤器、腐蚀、锈蚀、清洁磨损或损坏的基准,基准出现误差校准不当或调整基准的使用不当仪器质量差─设计或一致性不好仪器设计或方法缺乏稳健性不同的测量方法─装置、安装、夹紧、技术量具或零件变形环境变化─温度、湿度、振动、清洁度违背假定、在应用常量上出错应用─零件尺寸、位置、操作者技能、疲劳、观察错误55
MSA之穩定性(飄移)實務指南獲得穩定性實務指南包括以下內容:1)獲得一個樣本並確定相對於追溯標準的基準值.如果不能得到,則選擇一個落在產品測量中程數的產品零件,並指定它作為標準樣本進行穩定性分析,對追溯測量系統的穩定性不需要一已知的基準值.2)定期測量基準樣品至少3或5次.樣本容量和頻率基於對測量系統的了解.因素包括要求多長時間重新校準或維修,測量系統使用的頻率,以及操作條件如何等.讀數應在不同的時間讀取以代表測量系統實際使用的情況3)在X-R或X-σ控制圖中標繪數據56
线性(Linearity)57
線性是指量具在預期作業範圍內偏倚值的差異。與儀器所使用於作業量測範圍(長度)有關。基準值較小的偏倚基準值較大的偏倚量測平均值(低量程)量測平均值(高量程)基準值量測值無偏倚偏倚線性(變化的線性偏倚)线性(Linearity)58
线性(Linearity)线性:指测量系统在预期的工作范围内偏倚的变化。作业者量测5个不同零件,其真值分别为2.00mm,4.00mm,6.00mm,8.00mm及10.00mm,每个零件量测12次,如下页所示:59
线性误差的可能原因仪器需要校准,需减少校准时间间隔;仪器、设备或夹紧装置磨损;缺乏维护—通风、动力、液压、腐蚀、清洁;基准磨损或已损坏;校准不当或调整基准使用不当;仪器质量差;—设计或一致性不好;仪器设计或方法缺乏稳定性;应用了错误的量具;不同的测量方法—设置、安装、夹紧、技术;量具或零件随零件尺寸变化、变形;环境影响—温度、湿度、震动、清洁度;其它—零件尺寸、位置、操作者技能、疲劳、读错。60
线性(Linearity)61
线性(Linearity)依据上表,可计算出每个零件之平均值及偏移,再依据真值与偏移之关系,可知其此量具之线性分布状况如下图所示:0.600.400.200-0.20-0.40-0.602.004.006.008.0010.00X(真值)回归线×●●×●●×××●62
线性(Linearity)我們可由上图得到回归线如下:(或由计算机求出a,b)y=a+bx其中a=y-bx=0.7367(y、x分别为y及x平均值)(R2为回归线之GoodnessofFit擬合優度)63
线性(Linearity)我們可计算Bias,Linearity,%Linearity及GoodnessofFit之结果如下:Bias=a+bx=0.7367-0.1317xLinearity=slope×ProcessVariation=0.1317×6.00=0.79已知processvariation=6.00%Linearity=100(linearity/processvariation)GoodnessofFit(R2)=0.98综上可知Linearity(线性)是由slope(斜率)所决定,斜率愈小则量测之线性愈佳,反之亦然.64
零件变异(PartVariation)零件变异为制程中个别零件量测平均值之变异.PV=RP×K3(RP为零件之最大差异,K3为系数,与零件数有关)(例5)同例1,可计算每个零件之平均值XP,再取XP之全距RP,即得RP=0.56,又查表得K3=1.62∴PV=RP×K3=0.56×1.62=0.9065
将作业者分为A、B、C三人,零件10个,但作业者无法看到零件号.准备所需之量测量具.3.使作业者A依随顺序量测10个零件并由另一观者在第1行填入量测数据,请作业者BC量测相同的10个零件,但不使他们看到他人的量测值,将量测分别记入第6行及第11行.(表1)4.重复这个循环但以不同的随机顺序进行量测,将数据填入第2、7及12行之适当列中.例如第一个被量测为7号零件,则在第7例中记录量测值,如须第三次量测,则重复此循环并将结果记入第3、8及13中(表1).量具重复性与再现性之计算66
范例KCE公司准备评估——量测系统,第一个被评估的量具为厚薄规。品质工程师决定使用10个零件以代表制程变异并检验单位,随机选出三位检验人员并执行二次量测,其结果如表1及表2所示。个别全距的上管制界限(UCLR)及下管制界限(LCLR)计算结果如表1,这些数值可点绘在再现性全距管制图。但经分析显示,所有全距均在管制状态下(亦即在UCLR及LCLR之间)。此表示所有的操作者是一致的,而且是以相同的方法使用量具。然后再计算各变异项目的量测单元分析及制程变异百分比如表2。在本例中,%R&R等于25.2%,故此量测系统对制程变异的量测被认为是在接受边缘。67
将第1、2及3行的最大数值减最小数值,将结果记录在第5行,第6、7、8行及第11、12、13行的作法相同,而将其结果分别记录入第10行及第15行(表1)。2.第5、10行及15行之记录应为正值(表1)3.将第5行加总并除以量测零件数,则得第一位作业者的平均全Ra,以相同方法从第10及第15行求得Rb及Rc(表1)4.将第5、10第15行的均值(Ra、Rb、Rc),填入第17行,将其加意后除以作业者人数而得的数值记R(所有全距的平均值)(表一)量具重复性与再现性之计算68
将R(平均值)填入第1920并乘以D3及D4求下及上的管制界限,如为二次量测D3=0,D4=3.27,将个别全距的上管制界限(UCLR)的值记入第19行,下管制界限(LCLR)的值填入第20行如量测次数少于7则为零(表1).将各行加总(第1、2、3、6、7、8、11、12及13行),将各行的总和除以取样零件数,将此值记录在最右边一列标示为“平均值”处(表1).7.将1、2、3行的平均值加总,并除以量测次数,将其值记录在第4行Xa方格处,以相同方式处理6、7、8行及11、12、13行而将其值分别记入第9、14行的Xb及Xc处.量具重复性与再现性之计算69
8.将第4914行的最大及最小平均值记录在第18行的适当之位置计算其差将此差记录在第18行标行为XDIFF处.(表1).9.将每个零件的各次量测值加总除以量测值总数(量测次数乘以作业者数),将其结果记入第16行之零件平均值处(表1).将零件平均值的最大减最小的差记入第16行标示RP是零件平均值的全距(表1).将R,XDIFF及RP的计算值转记在报告表的预留位置(表2)执行报告表(表2)左边标示为“量测单元会析”的各项计算.13.执行报告表(表2)右边标示为“%制程变异”的各项计算.量具重复性与再现性之计算70
表1量具重复性及再现性数据71
表1量具再现性及再生性数据72
表2量具再现性及再生性报告73
R&R分析注意事项1、分析之量具(1)APQP及PPAP所使用之量具(2)客户要求须执行R&R之量具2、分析时机:(1)操作者变更时(2)量具变动时(3)产品变更时(4)量具修理后(5)配合量具校正作业定期分析。74
R&R分析注意事项3、执行分析人员(1)资料搜集:须为操作该量具人员(2)分析人员:该量具之校正管理人员4、执行前之准备工作:(1)决定进行分析之产品及量具(2)决定参与分析之量测人数,最少两人(3)决定进行分析之产品取样数(至少5件,10件为宜)。(4)决定量测次数,最少须两次。75
量具再现性与再生性之比较1、再现性>再生性(1)量测仪器需加以保养(2)产品之变异出现异常(3)量具之夹紧或定位(OFFSET)不一致2、再生性>再现性(1)量具之校正未落实(2)作业者对量具使用不熟(3)可能需要辅助仪器协助作业者使用量具76
量具再现性与再生性之判读1、数值<10%表示该量具系统可接受2、10%<数值<30%表示该量具系统可接受或不接受,决定于该量具系统之重要性,修理所需之费用等因素。3、数值>30%表示该量具系统不能接受须予以改进。77
計數型量具小樣法實務指南計數型量具就是把各個零件與某些指定限值作比較,如果滿足要求則接受該零件.如果不滿足要求,則拒收.計數型量具不象計量型量具它不能指示一個零件有多麼好或坏,它只指示該零件還接受還拒收.小樣法研究是通過選擇20個零件進行的.由兩位評價以一種能防止評价人奇偏倚的方式兩次測試所有零件.在選取的20個零件中,一些零件會或許低于或高于規范限值如果所有的測量結果(每個零件四次)一致則接受該量具,否則應該改進或重新評價該測量具.如果改進該量具,則不能被接受,並且要找到一個可接受的替代測量系統.78
何谓计数型量具就是把各个零件与某些指定限值相比较,如果满足限值则接受该零件,否则拒收。计数型量具不能象计量型量具指示一个零件多么好或多么坏,它只能指示该零件被接受还是拒收。79
一个典型的用于计数型量具研究小样法的表格如下:80
谢谢大家!81
5、世上最美好的事是:我已经长大,父母还未老;我有能力报答,父母仍然健康。6、没什么可怕的,大家都一样,在试探中不断前行。7、时间就像一张网,你撒在哪里,你的收获就在哪里。纽扣第一颗就扣错了,可你扣到最后一颗才发现。有些事一开始就是错的,可只有到最后才不得不承认。8、世上的事,只要肯用心去学,没有一件是太晚的。要始终保持敬畏之心,对阳光,对美,对痛楚。9、别再去抱怨身边人善变,多懂一些道理,明白一些事理,毕竟每个人都是越活越现实。10、山有封顶,还有彼岸,慢慢长途,终有回转,余味苦涩,终有回甘。11、人生就像是一个马尔可夫链,你的未来取决于你当下正在做的事,而无关于过去做完的事。12、女人,要么有美貌,要么有智慧,如果两者你都不占绝对优势,那你就选择善良。13、时间,抓住了就是黄金,虚度了就是流水。理想,努力了才叫梦想,放弃了那只是妄想。努力,虽然未必会收获,但放弃,就一定一无所获。14、一个人的知识,通过学习可以得到;一个人的成长,就必须通过磨练。若是自己没有尽力,就没有资格批评别人不用心。开口抱怨很容易,但是闭嘴努力的人更加值得尊敬。15、如果没有人为你遮风挡雨,那就学会自己披荆斩棘,面对一切,用倔强的骄傲,活出无人能及的精彩。5、人生每天都要笑,生活的下一秒发生什么,我们谁也不知道。所以,放下心里的纠结,放下脑中的烦恼,放下生活的不愉快,活在当下。人生喜怒哀乐,百般形态,不如在心里全部淡然处之,轻轻一笑,让心更自在,生命更恒久。积极者相信只有推动自己才能推动世界,只要推动自己就能推动世界。6、人性本善,纯如清溪流水凝露莹烁。欲望与情绪如风沙袭扰,把原本如天空旷蔚蓝的心蒙蔽。但我知道,每个人的心灵深处,不管乌云密布还是阴淤苍茫,但依然有一道彩虹,亮丽于心中某处。7、每个人的心里,都藏着一个了不起的自己,只要你不颓废,不消极,一直悄悄酝酿着乐观,培养着豁达,坚持着善良,只要在路上,就没有到达不了的远方!8、不要活在别人眼中,更不要活在别人嘴中。世界不会因为你的抱怨不满而为你改变,你能做到的只有改变你自己!9、欲戴王冠,必承其重。哪有什么好命天赐,不都是一路披荆斩棘才换来的。10、放手如拔牙。牙被拔掉的那一刻,你会觉得解脱。但舌头总会不由自主地往那个空空的牙洞里舔,一天数次。不痛了不代表你能完全无视,留下的那个空缺永远都在,偶尔甚至会异常挂念。适应是需要时间的,但牙总是要拔,因为太痛,所以终归还是要放手,随它去。11、这个世界其实很公平,你想要比别人强,你就必须去做别人不想做的事,你想要过更好的生活,你就必须去承受更多的困难,承受别人不能承受的压力。12、逆境给人宝贵的磨炼机会。只有经得起环境考验的人,才能算是真正的强者。自古以来的伟人,大多是抱着不屈不挠的精神,从逆境中挣扎奋斗过来的。13、不同的人生,有不同的幸福。去发现你所拥有幸运,少抱怨上苍的不公,把握属于自己的幸福。你,我,我们大家都可以经历幸福的人生。14、给自己一份坚强,擦干眼泪;给自己一份自信,不卑不亢;给自己一份洒脱,悠然前行。轻轻品,静静藏。为了看阳光,我来到这世上;为了与阳光同行,我笑对忧伤。15、总不能流血就喊痛,怕黑就开灯,想念就联系,疲惫就放空,被孤立就讨好,脆弱就想家,不要被现在而蒙蔽双眼,终究是要长大,最漆黑的那段路终要自己走完。5、从来不跌倒不算光彩,每次跌倒后能再站起来,才是最大的荣耀。6、这个世界到处充满着不公平,我们能做的不仅仅是接受,还要试着做一些反抗。7、一个最困苦、最卑贱、最为命运所屈辱的人,只要还抱有希望,便无所怨惧。8、有些人,因为陪你走的时间长了,你便淡然了,其实是他们给你撑起了生命的天空;有些人,分开了,就忘了吧,残缺是一种大美。9、照自己的意思去理解自己,不要小看自己,被别人的意见引入歧途。10、没人能让我输,除非我不想赢!11、花开不是为了花落,而是为了开的更加灿烂。12、随随便便浪费的时间,再也不能赢回来。13、不管从什么时候开始,重要的是开始以后不要停止;不管在什么时候结束,重要的是结束以后不要后悔。14、当你决定坚持一件事情,全世界都会为你让路。15、只有在开水里,茶叶才能展开生命浓郁的香气。'
您可能关注的文档
- 建筑给水知识培训PPT课件 .ppt
- 建筑工程管理与实务教材培训PPT课件 .ppt
- 建筑工程技术屋面装饰工程培训PPT课件 .ppt
- 基层员工执行力培训PPT模板下载.pptx
- 固定资产管理综合培训PPT课件.ppt
- 商业银行小企业贷款实务培训PPT课件.ppt
- 品管教育训练教材APQP培训PPT课件.ppt
- 办公室6S培训PPT课件.ppt
- 全面质量管理工具方法培训PPT课件.ppt
- 会计要素和会计等式教案培训PPT课件.ppt
- 会计科目和账户分类管理培训PPT课件.ppt
- 会计科目与账户专题培训PPT课件.ppt
- 会计凭证的基本内容培训PPT课件.ppt
- 最新2017年房地产入职新员工销售基础知识培训PPT课件.ppt
- 企业现金流管理实务培训PPT课件.ppt
- 企业国际化经营战略管理培训PPT课件.ppt
- 人力资源供给分析与规划培训PPT课件.ppt
- 临床销售拓展技巧培训PPT课件.ppt