

- 2.71 MB
- 2022-04-29 14:46:52 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'专题资料-数控模具→塑料模具设计课件(PPT-70页)[
1.塑料制品:注射、挤出、吹塑、压制、泡沫成型、浇注、热成型、滚塑(搪塑)2.橡胶制品:压制、挤出、注射3.金属制品压铸、冲压二、常用橡胶塑料模具:8/25/20212
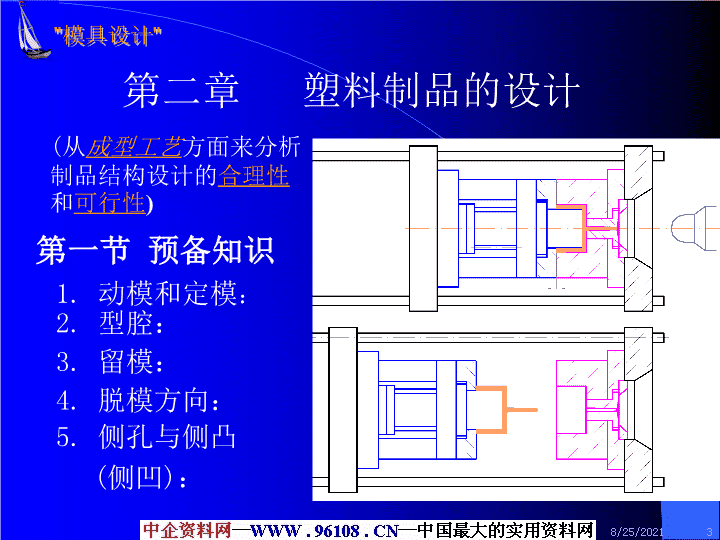
(从成型工艺方面来分析制品结构设计的合理性和可行性)第二章塑料制品的设计2.型腔:3.留模:4.脱模方向:5.侧孔与侧凸(侧凹):1.动模和定模:第一节预备知识8/25/20213
4.塑件在脱模方向上的高度h与移模行程Sm:8/25/20217
1.影响塑件尺寸精度的因素:1)模具的加工精度δz:2)模具的磨损δc:磨损型孔———→尺寸↑—→塑件的外形尺寸↑磨损型芯———→尺寸↓—→塑件的内表面尺寸↓(二)、塑件的尺寸精度:LM--常温下模腔的尺寸LS--常温下制品的尺寸4)成型零件的安装误差:5)活动成型零件的配合间隙变化引起的误差。3)塑料的收缩率波动:8/25/20218
1)物料:2)制品尺寸:壁厚、表面形状、筋的形状等。3)模具设计:冷却方案、流道和浇口的几何形状和尺寸、浇口的数量和位置等。4)成型条件:温度、压力、成型时间等。5)注射机类型:注射速度、可达到的注射压力、时间、温度和压力的控制精度等。6)注射机和模具的状况。2.影响塑料收缩率波动的因素:8/25/20219
1)物料温度Tm:Vm同Tm↑—→ρ熔↓———→G制↓—→塑件的尺寸↓2)模具的温度TM:G制同TM↑—→结晶度↑—→ρ固↑———→塑件的尺寸↓3)成型压力p:p↑—→G制↑—→塑件的尺寸↑4)时间:模腔中的注射压力保持时间越长,收缩越小。3.成型工艺条件对塑料收缩率的影响:8/25/202110
1注射机的选择和所成型的塑件的体积、成型面积、高度等尺寸有关;2对塑料制品,慎提尺寸公差;3通常不能通过提高模具的制造精度来达到严格的制品的尺寸精度;4在生产过程中,可以通过多因素改变制品的实际尺寸,以达到设计要求。结论:8/25/202111
三、塑件的形状:1.塑件上要尽量减少侧孔、侧凸和侧凹;二、塑件的粗糙度:8/25/202112
8/25/202113
2.塑件必须有一个有利于保证其外观质量的结构;8/25/202114
四、塑件上的加强筋和防变形结构:A=t/2B=1.5tα<2or=t/48/25/202115
1.动模侧的A<定模侧的A;2.A和塑件的高度选取;h=(0,50)mmA=1/30~1/35h=[50,100]mmA=1/35~1/60h>100mmA=1/60五、塑件的脱模斜度A:3.有装配公差要求的塑件,斜度值必须在公差带范围内;4.本身有脱模斜度的制品需考虑留模问题。8/25/202116
六、塑件上的孔:8/25/202117
1.通孔:L/d≤102.盲孔:L/d≤48/25/202118
八、塑件上的螺纹:1.螺纹的断面形状为梯形或半圆形;2.不常拆卸的、d=2.5~6mm采用自攻螺纹;3.螺纹始端和末端应有圆台,螺牙始末端应用过渡长度。九、塑件上的嵌件:1.必须具有防转和防拔脱的结构;七、塑件的圆角:8/25/202119
十、塑件上的花纹:十一、塑件上的图案、文字:2.包容的物料必须具有足够的壁厚;3.受力的金属嵌件一定要倒圆或倒角。8/25/202120
第三节橡胶模制品的设计一、壁厚:要求:壁厚均匀,过渡圆滑。通常,t≮1mm二、斜度:三、侧凹:要求:一般水平分型的模具可以压制有侧凹的制品,但应有供制品取出的空间。8/25/202121
四、孔:五、空腔:要求:选用硬度低、弹性好的胶料,脱模时最大变形应不超过胶料的弹性范围,且壁厚不宜过大。六、棱边和锐角:要求:应尽量避免棱角和凹口,楞边和锐角应做成圆形,且半径不小于0.5mm。要求:d≥(1.2~1.5)H8/25/202122
八、金属--橡胶制品:1.连接处应避免楞边和锐角;2.橡胶阀门的胶面应凸出不大于0.3mm。要求:若有内腔,应无尖角和显著的凸凹差异。七、承受负荷的橡胶制品:8/25/202123
第一节概述一、模具的基本功能:1.接受熔体,并完成熔体的分布;2.物料的成型与冷却;3.完成制品的脱模。二、模具的基本构成:第三章塑料注射模具设计8/25/202124
1)浇注系统2)型腔3)热交换系统4)导向系统5)脱模、抽芯系统6)定位固定部分7)承力构件8/25/202125
第二节塑件在模内成型位置和分型面的选择留模脱模合痕顶痕A1√√无有A2××无×B1√√无无B2××无×结论:A1最好问题:截面为圆形制品怎样成型?一、实例:A1A28/25/202126
A1A2B1B2留模脱模合痕顶痕侧抽C1有×C2有×A1√√无无无A2√√无无无B1××无/无×B2××无/无×讨论:1.制品有圆角,不可采用A1;2.若制品透明,不允许有顶痕,可采用A2,采用推板顶出;3.扁平状制品采用A1,有一定深度的采用A2;4.有侧芯的制品,采用A1分型面。8/25/202127
留模脱模合痕顶痕侧抽C1有×A1√×无/无×A2√√无无无B1××无/无×B2××无/无×结论:采用A2方案。A1A2B1B28/25/202128
A1A28/25/202129
结论:若移模行程足够,C1方案最佳。先抽留模脱模合痕顶痕A1×√√无无A3√×/有/B2√×/无/B3×√√有有C1×√√无无C3√√√有无D2√×/无/D3×√√有有8/25/202130
二、确定原则:1.尽量保证制品的外观等要求;2.分型面应取在垂直于脱模方向上的最大轮廓位置;3.确保塑件留在动模一侧;4.当有侧抽时,尽量选择抽拔距较短的方案;5.当制品某些部位有同轴度要求时,应把相应部分设在模具的一侧。8/25/202131
第三节浇注系统的设计一、概述:1.浇注系统的作用:1)将来自注射机喷嘴的熔料迅速有序地充满型腔;2)在浇口冻结之前将成型压力均匀地传到型腔的各个部位,以保证得到质地紧密、外观清晰的制件。8/25/202132
2.浇注系统的基本结构:主流道:引料入模,将熔料引入模具的分型面;分流道:将来自主流道的熔料进行分流、转向,引导各型腔或型腔的各部分;浇口:熔料由分流道流入型腔的通道;冷料井(端):容纳两次注射间歇中喷嘴头部的冷料。8/25/202133
1)物料通过浇注系统时,压力损失要小;2)热损失要小;3)便于模具的加工、脱模及清除料把;4)在制品上产生的工艺缺陷要少;5)用料要少。3.浇注系统的设计要求:8/25/202134
主讲:梁军(一)主流道和主流道衬套(浇口套)的设计:"模具设计"二、普通浇注系统的设计:设计要求:1)进口端要与喷嘴端密合,不能漏料;R=R1+1;d=d1+18/25/202135
2)出口端要与所在面齐平;3)流道要有脱模斜度和足够的粗糙度;α=(2o~4o)4)工作时不能出现轴向窜动.8/25/202136
8/25/202137
r=1r2=(1~2)D(H7/m6):由结构确定;L:由结构确定;材料:T8A,T10A淬火处理,HRC50~555)其它:R=R1+1;d=d1+1α=(2o~4o)8/25/202138
截面积SπD2/4πD2/8D2/2D2周长L’πdπD/2+D3D4DS/L’0.25D0.153D0.167D0.25D1.设计要求:1)2)3)4)5)同浇注系统的设计要求;6)力求使各型腔同时充满。2.设计要点:1)截面形状和尺寸:取决于塑件大小、模具结构和物料。(二)分流道的设计:8/25/202139
常用截面形状:(圆形)、梯形W:塑件重量(g)L:分流道长度(mm)尺寸:D=smax+1.52)长度:在结构允许的前提下,尽量短;3)布置:总的要求型腔同时充满,且用料要少。8/25/202140
均衡布置非均衡布置:8/25/202141
(三)浇口的设计:1.浇口的位置选择:选择标准:1)有利于型腔的排气;8/25/202142
2)尽量选在(或靠近)壁最厚的部位;3)尽量设在无损制品外观的位置;4)要有利于物料在模内分流后的熔合;5)要防止产生充模喷射的现象;6)尽量减小型芯的变形;7)采用纤维状的填充料时,首先应分析制件的受力方向,设计时让料流方向与其一致。8/25/202143
1)直浇口:2.浇口的形式与尺寸:特点:充模速度快、压力损失小、清除浇口难、且制件上留有大块痕迹;适用:用于加工热敏性及高粘度物料,成型大型薄壁容器型制品;常用于一模一件。设计:与主流道的设计一样,同时一定要注意轴向定位(校核螺钉,不要产生轴向窜动)。8/25/202144
2)侧浇口(边缘浇口):特点:加工修整简单、去除容易、制件上留有明显痕迹;常用于多型腔或一腔多点进料。适用:所有料;板条类的大型制品。设计:面长:小制品0.5~0.8大制品1~28/25/202145
A:模具凹模的表面积例如:盒形制品,PE,计算浇口尺寸。解:取c=0.8h=n.th=n.t=0.6×1.3=7.88/25/202146
3)搭接式浇口:特点:可防止粗大制品的重摸喷射现象,但加工、修整、去除困难、制件上留有明显痕迹。设计:面长c:小制品0.5~0.8大制品1~28/25/202147
4)盘形浇口:特点:塑件无熔合线,对强度无影响。适用:单型腔、管状薄壁制品。设计:面长c:0.75~18/25/202148
伞形浇口清除麻烦,需用切刀。α=45o~90o8/25/202149
5)点浇口(菱形浇口):特点:①留痕小,不需清除,二次加工少;②位置选择比较自由;③成本高。适用:多型腔中心进料/一腔多点进料。8/25/202150
6)潜伏浇口(隧道式浇口):特点:浇口没有位于分型面处,解决了点浇口必须三板的结构和顶部进料的问题。适用:多型腔模具、成型弹性材料。8/25/202151
外侧进料内侧进料8/25/202152
4.冷料井的设计:(P48-49)8/25/202153
第四节成型零件的设计一、概述:总要求:使用可靠、易于加工、经济。核心:根据现有的加工手段和条件,解决模具的加工问题。二、成型零件的结构设计:(一)凹模的设计:1.整体式凹模:8/25/202154
2.局部镶嵌式:设计要点:1)合理地分割成易于加工的几何形状;8/25/202155
2)镶嵌后使用可靠,无松动、位移和溢料;3)嵌件安装后无与脱模方向垂直的拼缝;d:H7/m6D=d+(6~8)D1=D+1H:根据嵌件大小定。中小型模具(5~6)mm大型模具(8~10)mm8/25/202156
4)若成型部位有方位要求,采用齐缝销钻铰后磨平装入。8/25/202157
3.整体镶嵌式:8/25/202158
1.整体式:(二)凸模:8/25/202159
2.沉孔式:8/25/202160
3.镶嵌式:8/25/202161
(三)螺纹成型零件:(书P87)从操作方式分:自动脱螺纹、随制品脱模两种。基本要求:1.安装牢固可靠;2.易于脱模;3.不溢料。8/25/202162
三、成型零件共尊尺寸的计算(平均收缩率法):(一)计算应考虑的因素:1.塑件精度的合理性:2.模具的加工公差δz:3.模具的磨损δc:4.收缩率S:8/25/202163
(二)设计计算原则:1.单向偏差:2.其他有关规定:1)型孔的径向尺寸:2)型芯的径向尺寸:3)型孔的深度:4)型芯的深度:5)中心距的工作尺寸:8/25/202164
(三)工作尺寸的计算方法:1.型孔的径向尺寸:2.型芯的径向尺寸:3.型孔的深度:4.型芯的深度:5.中心距的工作尺寸:6.螺纹成型零件工作尺寸的计算:1)螺纹成型杆的工作尺寸:2)螺纹成型环的工作尺寸:8/25/202165
四、零件的刚度和强度的校核和计算:当Δr>δ允时,拼镶处溢料。不漏料间隙δ允(mm):PP,PA,PE0.025~0.04PS,ABS0.05PC,RPVC0.06~0.088/25/202166
1.组合型圆形模套:根据刚度:Smin=Rmin-r根据强度:8/25/202167
2.组合型方形模套:根据刚度:强度校核:8/25/202168
3.垫板的尺寸确定:根据刚度:根据强度:设定:l=L减小模厚的方法:1.如果结构允许,尽量将垫板沿长边布置;2.将顶出导柱作为辅助支撑。8/25/202169
五、成型零件的选材与热处理:1.45钢:调质处理,HB230~270,适用:中小型、简单的型芯和型腔;2.要求耐磨的成型零件:8/25/202170
说明
说明的内容(一)保险功能的说明家庭生活保障子女教育金退休养老金从容面对意外或疾病有计划的储蓄保全财产人身价值的证明预期红利
说明的内容(二)保险商品的说明保障型投资型少儿型医疗型
说明的方法疑问点切入法顾问式诊断法图形法数字法
说明的方法用险种宣传资料说明用图表进行比较说明用简报说明用建议书说明
说明的技巧位置用笔指点目光费用让数字有意义时间掌控调动气氛
商品说明时的注意事项(一)了解客户的需求,推出一个险种,深刻阐述,使客户产生需求共鸣。切忌东拉西扯。找出客户的购买点,及时出示展示资料,增强说服力。避免争执。控制客户的注意力,随时关注客户的眼神,多用目光交流,注意随机应变。利用客户的模仿、从众心理进行有针对性的说明。尽量运用问答式或自答式,让客户有表达意思的机会,从而产生参与感。
商品说明时的注意事项(二)主动控制客户的思路,利用书写动作,引导客户作出“是”的反应。谈话提问尽量站在客户的立场,避免客户不喜欢的字眼、用词,尊重客户的宗教信仰,不要冒犯客户的各种忌讳。避免没有把握的比较解说过程必须简明扼要,吐字清楚。努力创造再次拜访的机会,切忌因“一语不合”而走入“死胡同”。信心十足的促成签约。
'
您可能关注的文档
- 最新专升本考试知识点总结汇总课件PPT.ppt
- 最新专升本时态复习课件PPT.ppt
- 最新专科医师09年1月例会课件PPT.ppt
- 最新专用汽车概念与总体设计课件PPT.ppt
- 最新专项突破七课件PPT.ppt
- 最新专训1--一元二次方程的解法归类课件PPT.ppt
- 最新专科责任护士竞聘ppt课件PPT.ppt
- 最新专题二-地球的伙伴--月球课件PPT.ppt
- 最新专题九-线性赋范空间与巴拿赫空间g课件PPT.ppt
- 最新世界上最简短最精彩的演讲课件PPT.ppt
- 最新世界名犬(幼犬)_畜牧兽医_农林牧渔_专业资料.课件PPT.ppt
- 最新世界各地旅游著名地标建筑物矢量PNG素材设计元素课件PPT.ppt
- 最新世界的人种课件(1)课件PPT.ppt
- 最新世界的人种课件PPT课件.ppt
- 最新世界大家庭PPT课件课件PPT.ppt
- 最新丙二酸对琥珀酸脱氢酶的竞争性抑制作用—酶学实验ppt课件PPT.ppt
- 最新丘吉尔---英文PPT课件PPT.ppt
- 最新丘吉尔(历史人物)介绍英文版课件PPT.ppt