

- 653.00 KB
- 2022-04-29 14:45:14 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'rz-4厚度
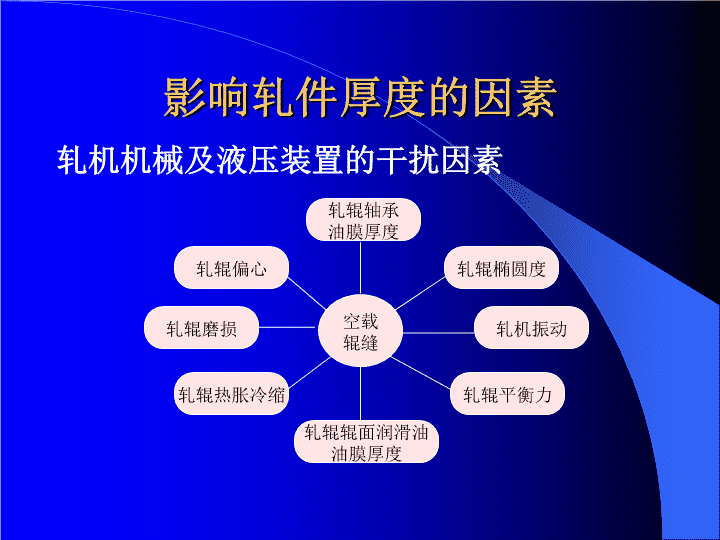
影响轧件厚度的因素轧机机械及液压装置的干扰因素空载辊缝轧辊轴承油膜厚度轧辊辊面润滑油油膜厚度轧辊热胀冷缩轧辊磨损轧辊偏心轧辊平衡力轧机振动轧辊椭圆度
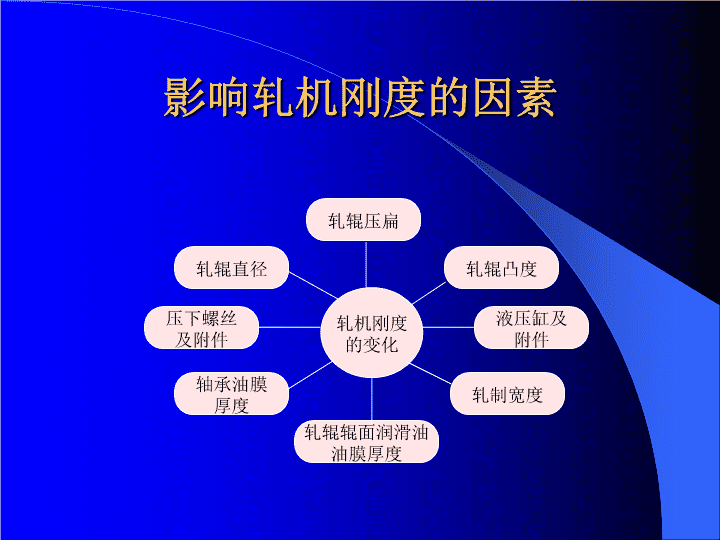
影响轧机刚度的因素轧机刚度的变化轧辊压扁轧辊辊面润滑油油膜厚度轴承油膜厚度压下螺丝及附件轧辊直径轧制宽度液压缸及附件轧辊凸度
弹塑性曲线迭加的P-h图
轧机刚度Km
金属的压力方程P-轧制压力B-轧件宽度H-来料入口厚度h-出口厚度f-摩擦系数R-轧辊半径t-轧制温度-前张力-后张力-变形抗力
轧件的塑性刚度M也可用直线率近似地代替塑性曲线上工作点处的切线斜率的办法系数K是为了修正近似计算所产生的误差,一般为k=0.9~1.1
(1)实际轧出厚度随辊缝而变化的规律SoSoSo=0h1h1h2h3h2h3O1O2O3ABP预压力P’3预压紧扎制hH
(2)实际轧出厚度随轧机刚度而变化的规律Soh1h1Km2h3h2O1O2ABPhHKm1
(3)轧出厚度随轧制压力而变化的规律所有影响轧制压力的因素都会影响金属塑性曲线B的相对位置和斜率,因此,即使在轧机弹性曲线A的位置和斜率不变的情况下,所有影响轧制压力的因素都可以通过改变A和B二曲线的交点位置,而影响着带钢的实际轧出厚度。
来料厚度对轧出厚度的影响SoH1>H2>H3A曲线Phh2h2h1B曲线H1H2H3
摩擦系数对轧出厚度的影响Soh2h1f1f2A曲线PhHf1>f2B曲线
变形抗力对轧出厚度的影响Soh2h1S1S2A曲线PhHS1>S2B曲线
张力对轧出厚度的影响Soh3h2h1大张力扎制A曲线PhHB曲线无张力扎制小张力扎制
厚度控制的型式及控制原理厚度自动控制是通过测厚仪或传感器对带钢实际轧出厚度连续地进行测量,并根据实值与给定值相比较后的偏差信号,借助于控制回路和装置或计算机的功能程序,改变压下位置、张力或轧制速度,把厚度控制在允许偏差范围内,实现厚度自动控制的系统称为“AGC”。
4.2.1用测厚仪测厚的反馈式厚度自动控制系统L厚度差运算测厚仪执行机构厚度自动控制装置hkm+Mkmh始h=-----------hh实
δh与δS关系的数学关系SoδhBA曲线PhHtg=MAδStg=kmgefi
轧机的空载辊缝对实际轧出厚度的影响压下有效系数C=δh/δS0
厚度自动控制系统的组成厚度的检测部分厚度自动控制装置执行机构
比例控制Kpe-shhhh+h++-
时间滞后环节τ—滞后时间—轧制速度L仪—轧辊中心线到测厚仪的距离
厚度计式厚度自控制系统计算机部分PPo可控硅调速系统编码器LCTRMTXuAPC运算加法运算器hAGC运算辊缝差运算压力差值运算I/kmhPkmhoSPS’oSSo
前馈式厚度自动控制系统LH=H0–HiFi机架压下装置S=-----HMkmHiH0HhS
P-h图OδhB1PhHMδSkmgabhHiedchfhiB2A1A2δh
δH、δh与δS的关系
轧机对δH的自动纠正能力表4-1各机架的轧出厚度和厚度偏差项目机架号带坯F1F2F3F4F5原始带钢厚度(毫米)16.09.5255.9693.9872.721.905有偏差后的带钢厚度(毫米)17.69.756.0354.022.7351.91厚度偏差(毫米)1.60.2250.0660.0330.0230.01~0.015增厚率(%)10.02.361.10.830.850.26纠正厚度偏差的能力(%)8670.65030.334~56压力差(ΔP)(吨)(当Km=500,吨/毫米时)112.53316.511.55~7.5
以前一机架为厚度计i-1Lhi-1hiFi-1Fi前馈值定时器
冷轧厚度自动控制系统影响轧出厚度的因素:来料厚度的波动、硬度不均、张力不稳、轧辊偏心、轴承油膜厚度和轧辊尺寸的变化。
影响压力的因素压力公式:工程中采用增量法表示:(4-8)
对弹跳方程也求增量:代入式4-8
解出,即可得到多种AGC方案:(4-10)
1)反馈AGC在式(4-10)中:令其中Q为材料的塑性系数则第一项为:
的测取与反馈AGC的形式为出口的目标厚度与实测厚度之差:压力反馈AGC测厚仪反馈AGC
2)前馈AGC由式(4-10)的第二次项得:(4-13)测试点距机架变形区的距离为l,带钢的入口线速度为(4-14)
3)监控AGC利用出口侧测厚仪作比例积分调节,实现厚度无差调节(4-15)
4)变刚度AGC由弹跳方程的增量式得到使液压缸产生相反方向的位移Kc——变刚度系数
对厚度波动的补偿得到出口厚度为:当时,机架等效刚度为自然刚度<1时称为硬刚度<0时,则称之为软刚度当0<当
5)张力AGC对于冷连轧机,在轧制后几个道次时,由于加工硬化现象明显严重,轧件变薄,偏差较小,故易采用张力来调厚。
厚度及宽度控制热轧带钢尺寸精度(厚度和宽度),长期来一直是提高产品质量的主要目标。厚度和宽度控制实际上应分为带钢头部的厚度及宽度精度,这主要决定于粗轧立辊和精轧平辊设定模型精度。带钢全长的厚度及宽度精度(均匀性),这主要依靠自动厚度控制(AGC)和自动宽度控制(AWC)分别来实现。
精轧厚度设定模型精轧设定模型的基本任务是根据来料条件及对成品的要求,确定精轧机组各机架的辊缝、速度及有关操作变量,其容如下:(1)计算各机架的负荷分配,即在合理分配负荷的前提下确定各机架的出口厚度——负荷分配模型;(2)根据最大生产率和对带钢终轧温度要求,并考虑带钢穿带咬入的稳定性,确定精轧机组未机架穿带速度。
(3)计算各机架轧制温度。(4)根据流量方程由负荷分配得到的各机架厚度确定各机架速度;(5)计算轧制力和轧机的弹跳值,决定空载辊缝设定值—轧制力模型和弹跳模型。(6)确定其他操作变量(弯辊力,侧导板开口度,活套高度,单位张力值等)。
负荷(厚度)分配方法为了便于计算机确定连轧机组各机架的空载辊缝及速度等值,必须首先确定各机架出口厚度值,它体现了通过连轧机组各机架后,如何一步一步地将来料厚度为H0的坯料,轧成厚度为h0的成品。这个任务可称为负荷(厚度)分配。出于在一定轧制条件下,各机架的厚度分配确定后,各机架的轧前厚度、轧后厚度及压下量等主要工艺参数就确定了,因此,其轧制力、力矩、功率等负荷参数也就被确定。因此,需通过合理分配负荷来确定各机架出口厚度。
合理分配备机架的厚度,要考虑设备条件的限制(P允,M允,N允及n允)及工艺上的限制,如咬入条件等。对于带钢热连轧机来说,各机架的设备限制条件大致相同,但各机架的工艺条件是不同的,如头几个机架轧件厚,温度高,压下量可以大些,后几个机架轧件薄,温度低,压下量可逐个机架降低,对最后一个机架,压下量更要减小。
负荷合理分配可以是指各个机架功率的均匀分配或各个机架轧制力的合理分配,特别是后几个机架轧制力的分配将会直接影响成品的平直度(板形)。为了得到精轧机组各种轧制规程下所需的轧制功率数据,可在带钢热连轧机上取得大量数据,把多次实验结果加以平均,并以单位质量轧件所消耗的能量(简称为单位能耗)为因变量,以轧件伸长率为自变量绘成曲线,此曲线称为能耗曲线。
为了便于计算机应用,需将能耗曲线转换成经验公式。今井一郎将单位能耗与伸长率关系,在大量实验数据的基础上得出以下公式:现规定为第i架轧机的累计负荷分配系数,则有这样给出不同的值,即可算出各机架的出口厚度。因此厚度分配是否合理,关键在于分配是否合理。
辊逢设定及轧制力模型精轧机组设定模型的最主要任务是尽可能准确地确定各机架的空载辊缝值S,它一般可用下式计算:虽然近来新建的轧机刚度不断加大,但是由于轧辊尺寸及机架尺寸的加大受到一些其他条件的限制,因此限制了轧机刚度系数的进一步加大。现代带钢连轧机刚度系数也就是在5000一5500kN/mm左右,通常轧制力的负荷水平为15000一30000kN,弹跳值可达2—5mm。它同带钢的压下量及带钢本身的厚度为同一数量级,在后几个机架里,甚至比带钢厚度还要大一些。因此,辊缝数值的准确确定,关键在于准确确定轧制力。轧制力计算可采用以下公式:
速度设定首先,从保证精轧终轧温度出发,计算确定未机架轧制速度,然后,根据秒流量相等的法则(每秒流过各架轧机的金属体积必须相等)来计算各机架的速度设定值。流量方程为前滑值计算公式可用西姆斯公式的值代入下式求得
自动厚度控制系统(AGC)带钢厚差主要决定于精轧机组,造成带钢厚差的原因可以分为两大类:1、由带钢本身工艺参数波动造成,这包括来料头尾温度不匀、水印、来料厚度不匀以及化学成分偏析等。2、由轧机参数变动造成,这包括支撑辊偏心、轧辊热膨胀、轧辊磨损以及轴承油膜厚度变化等。
轧机参数变动将使辊缝发生周期变动(偏心)及零位漂移(热膨胀等)。这将使辊缝不调整情况下,轧件厚度发生缓慢变化或周期波动。自动厚度控制系统用来克服带钢工艺参数波动对厚差的影响,并对轧机参数的变动给于补偿。
带钢的厚差可分为两大类:1、头部厚差。造成同一批料的厚度分散(即板厚偏差)的主要原因是,精轧机组空载辊缝设置不当,以及同一批料的精轧来料参数(来料厚度H0、宽度B、精轧入口温度)有所波动时未能相应调整辊缝。这种偏差采用计算机设定后可大为缩小(精轧辊缝—速度预设定模型的重要任务之一是缩小此种厚度偏差)。
2、同板厚差(带卷纵向厚差),主要是头尾参数变动(如温度),使轧制力P发生变化,从而在不变的情况下。使带钢头尾厚度发生变化。
自动宽度控制(AWC)系统产生宽度偏差的原因1)头尾收窄现象。这是由于立辊咬钢时头尾缺乏“刚端”而造成的,采用侧压压力机代替大立辊可显著改善这一现象。
(2)头部缩颈现象。这是由于活套起套过程对带钢冲击所造成的,为了消除这一偏差,应在活套控制中采用“软接触”技术。(3)水印等低温区造成的宽度陡变。可用AWC中的前馈控制来克服。(4)各种工艺因参数波动造成的全长宽度不均匀。由于这种偏差变化较缓,目前采用AWC系统中的反馈控制来克服。
自动宽度控制系统为了实现自动宽度控制,粗轧区立辊应设计成电动加液压的系统,电动侧调机构进行立辊开口度设定,而液压微调系统用于自动宽度控制。自动宽度控制(AWC)包话以下部分:·短行程控制(SSC)·反馈控制,由于利用侧压压力通过类似于水平辊弹跳的公式进行控制,因此又称为轧制力宽度控制(RF—AWC)·前馈控制(FF—AGC)·动态设定(DSU)
1.短行程控制短行程控制的实质是在板坯使立辊前热金属检测器接通时,液压调宽缸先将开口度加大,待板坯咬入后按计算机内存储的事前统计好的曲线,将开口度收小,并在尾部到来时,逐步按存储曲线加大开口度。2.前馈AWC控制对于某些变化较陡的宽度偏差(如水印低温区影响),反馈控制的效果将较差,为此设定FF—AWC。FF—AWC的关键是确定轧制宽度偏差对轧出宽度的影响系数。
3.反馈AWC控制板坯咬入立辊后延迟一短时间(以获得正确的头部信息)后,启动RF—AWC,RF—AWC首先对头部侧压轧制力进行测定,并加以锁定,然后用类于AGC的方法,对全长宽度进行反馈控制。
自动宽度控制与自动厚度控制系统类似,但其特点在于:(1)立辊压缩宽度时往往将产生侧边局部变形而形成“狗骨头”,当接着轧入平辊后,“狗骨头”将被压平而引起较大的局部宽展,因此立辊对宽度的压缩存在一个“压缩效率”问题,这在计算立辊侧压量时应加以考虑。(2)立辊同样存在弹跳现象,但立辊的弹跳方程目前研究较少。
4.动态设定为了提高设定精度,利用R2可逆轧机后的测宽仪,对倒数第二个奇道次轧制的板坯进行宽度实测,利用此实测信息、重新计算末道次的立辊开口度,以保证粗轧出口宽度的设定精度。宽度控制中,各项系数的确定要充分考虑由于立辊压缩所造成的“狗骨头”,在接着进行的水平辊轧制时,将产生“再展宽”的现象,即水平辊的宽展要比一般宽展公式所计算的值要大,这需在现场收集大批数据加以统计,以求得考虑“再展宽”的实用公式。
第四节望小儿食指络脉食指络脉——虎口至食指内侧(掌侧)桡侧的浅表静脉,也称指纹。望小儿食指络脉就是观察此处络脉的形色变化以了解病情的方法。适用于3岁以内的小儿。小儿食指络脉与成人寸口脉同属手太阴肺经,故望食指络脉诊病原理与诊成人寸口脉原理基本相同。
望食指络脉代替小儿脉诊,其原因:小儿寸口脉部短小,诊脉时不易配合,常易哭闹,切脉的效果较差。而小儿皮肤薄嫩,食指络脉易于暴露。
一、食指络脉的三关定位风关——食指第一节(掌指横纹至第二节横纹之间)气关——食指第二节(第二节横纹至第三节横纹之间)命关——食指第三节(第三节横纹至指端)
二、食指络脉的观察方法抱小儿向光医生先用左手拇指和食指固定小儿食指,找到桡侧表浅静脉后再用右手拇指指腹部,从小儿食指指尖向指根部以轻柔的力量推擦几次,然后观察络脉的形色变化。
三、食指络脉的形色变化与意义正常的小儿食指络脉浅红微黄不明显,隐现于风关之内,斜形、单支,粗细适中。临床望小儿食指络脉时,应注意其浮沉、色泽、长短、形状等方面的变化,其辨别要领及意义可概括为四句话:浮沉分表里红紫辨寒热淡滞定虚实三关测轻重
(一)浮沉络脉的浮沉变化,反映着病位的深浅。络脉浮显易见者,为病位较浅见于外感表证——外邪袭表,正气抗邪,鼓舞气血趋向于表,故指纹浮显。络脉沉隐模糊者,为病邪入里见于外感病的里证阶段或内伤病证——邪气内伏,阻滞气血,难以外达,故络脉沉隐。
(二)色泽络脉色泽的变化,主要反映病邪的性质。络脉鲜红——多属外感表证、寒证;络脉紫红——多属里热证;络脉青色——主疼痛、惊风;络脉紫黑——为血络郁闭,病属重危;络脉色淡——脾虚、气血不足等虚证。络色深浓而暗滞者多属实证,是邪气亢盛;络色浅淡而枯槁不泽者多属虚证,是正气虚衰。
(三)长短络脉的长短反映着病情的轻重,病情越重,络脉越长。络脉仅显于风关——邪气初入,病情轻浅;络脉达于气关——病情发展,病位较深;络脉达于命关——邪深病重;若络脉透过三关直达指端者,称为透关射甲,病多凶险,预后不佳。
(四)形状络脉增粗或弯曲,分支多或显见者,多属实证、热证,因邪正相争,气血壅滞所致。络脉变细或较直,分支少或不显者,多属虚证、寒证,因气血不足,脉络不充所致。
现代研究小儿食指络脉望诊研究:小儿食指络脉的延长,与静脉压升高、末梢血管扩张以及营养不良有关。络脉达于风关时静脉压为1--15厘米,达于气关时为7--20厘米,达于命关时为16—35厘米,提示静脉压与络脉长短成正比例关系。
静脉压的升高,临床表现为血液淤滞,心功能不佳,血液流速减慢,末梢循环衰退,血液在静脉内淤滞,使远侧端不能看到的小静脉扩张而显现出来,随着病情的加重而向前延伸,病情严重的络脉达于命关的比例较高。(据资料统计,正常小儿也有3.8%的发生率。)
络脉颜色的变化,与血液的质和量以及缺氧的程度有关。贫血和营养不良时血液中的血红蛋白下降,红细胞减少,代谢率降低,耗氧量减少,血红蛋白及还原血红蛋白均减少,此时络脉多淡红;高热时耗氧量增加,同时静脉中的二氧化碳含量也增加,故血色变深,此时络脉可呈紫色;同样道理,脱水、休克状态下络脉也多呈深色。
在机体缺氧的情况下,血中的还原血红蛋白含量升高,血液颜色明显呈暗红状态,络脉多呈青紫或黑色。一般黑色的络脉多提示血液有淤滞,末梢循环障碍,故主病多危重。
络脉的形状改变,虽没有发现某种络脉形态十分集中与哪一种疾病有关,但往往与循环、呼吸、神经系统的功能障碍及营养不良等有较为密切的关系。——主要是由于循环和呼吸的障碍,多造成小静脉内血液淤滞,静脉内压增高,血流迟缓,而致络脉形状发生诸般改变。
望小儿指纹总的原则浮沉分表里纹色辨病性淡滞定虚实三关测轻重
纹色辨病性指纹鲜红,外感表证指纹紫红,属里热证指纹青色,疼痛惊风指纹紫黑,重症病危指纹淡白,脾虚疳积
三关测轻重指纹显于风关——外感初起;指纹达于气关——邪深病重;指纹达于命关——病情严重;指纹透关射甲——病属凶险。'
您可能关注的文档
- 最新PLC原理及应用-精品c3资料课件PPT.ppt
- 最新PPT制作技巧(课件)剖析课件PPT.ppt
- 最新ps图层基础知识课件PPT.ppt
- 最新PTCD护理课件PPT.ppt
- 最新QC七大手法培训教程课件PPT.ppt
- 最新Ramp左转车辆先驶过正线跨线构造物课件PPT.ppt
- 最新QHSE体系培训课件PPT课件.ppt
- 最新Rihanna-英语介绍课件PPT.ppt
- 最新Rheology(流变学基础)概述课件PPT.ppt
- 最新RP转向器技术基础篇]课件PPT.ppt
- 最新Should-I-be-allowed-to-make-my-own-decisions课件PPT课件.ppt
- 最新shell脚本教程详细讲解(很好)课件PPT.ppt
- 最新SensorML总结课件PPT.ppt
- 最新SATWE模型参数解析课件PPT.ppt
- 最新SMT质量控制[1]课件PPT.ppt
- 最新Surperjet喷焊枪简介讲解课件PPT.ppt
- 最新S版三年级上《语文百花园七》教程课件PPT.ppt
- 最新This-is-my-father——公开课课件课件PPT.ppt