

- 1.54 MB
- 2022-04-29 14:23:15 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'单片机并行接口定时计数器电路CTC
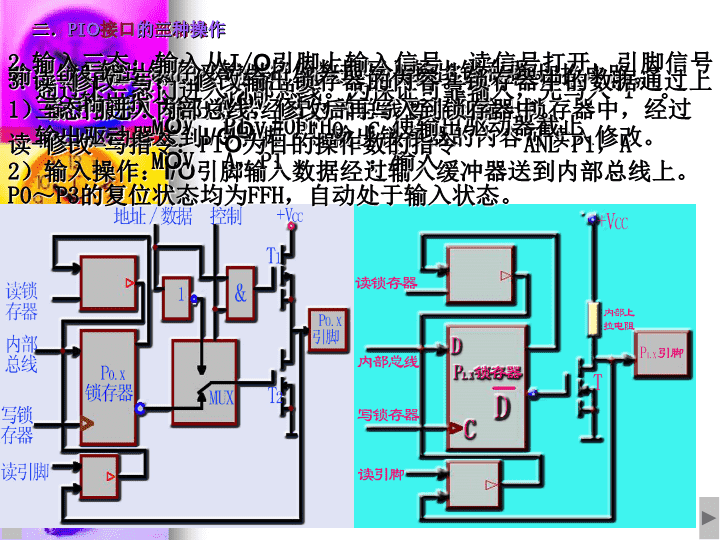
一.PIO接口内部结构输出锁存器、输出驱动器、输入缓冲器及多路功能切换电路。1)输出操作:输出数据经过内部总线暂存到输出锁存器中,经过输出驱动器送到I/O引脚上。输出锁存器的内容可读入修改。2)输入操作:I/O引脚输入数据经过输入缓冲器送到内部总线上。二.PIO接口的三种操作1.输出锁存:输出将使数据写入输出锁存器。输出指令:MOVP1,AMOVP1.0,C2.输入三态:输入从I/O引脚上输入信号,读信号打开,引脚信号通过下三态门进入内部总线。为保证可靠输入,先写入“1”。MOVP1,#0FFH;使输出驱动器截止MOVA,P1;输入P0~P3的复位状态均为FFH,自动处于输入状态。3.读-修改-写:修改输出锁存器的内容。锁存器中的数据通过上三态门进入内部总线,修改后再写入到锁存器中。读-修改-写指令:PIO为目的操作数的指令ANLP1,A
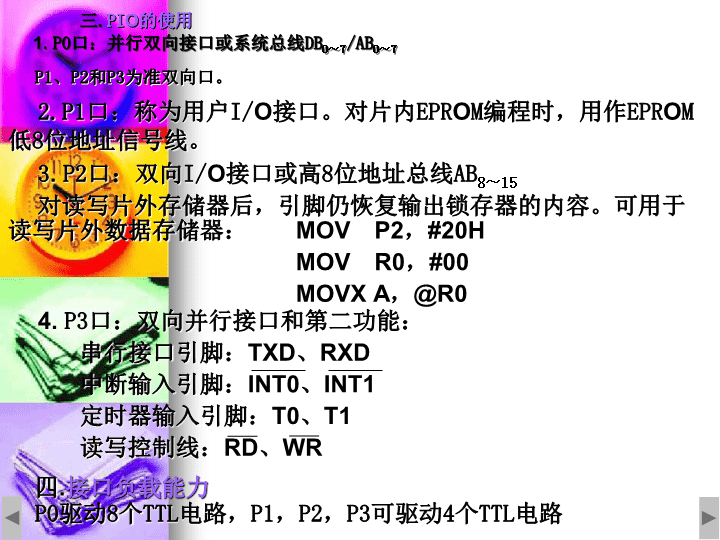
三.PIO的使用1.P0口:并行双向接口或系统总线DB0~7/AB0~72.P1口:称为用户I/O接口。对片内EPROM编程时,用作EPROM低8位地址信号线。四.接口负载能力P0驱动8个TTL电路,P1,P2,P3可驱动4个TTL电路3.P2口:双向I/O接口或高8位地址总线AB8~15对读写片外存储器后,引脚仍恢复输出锁存器的内容。可用于读写片外数据存储器:MOVP2,#20HMOVR0,#00MOVXA,@R04.P3口:双向并行接口和第二功能:串行接口引脚:TXD、RXD中断输入引脚:INT0、INT1定时器输入引脚:T0、T1读写控制线:RD、WRP1、P2和P3为准双向口。
7-2-1MCS-51定时/计数器2个可独立控制的16位定时器/计数器:T0、T1定时器初始化编程:1.功能选择(定时/计数)2.位数选择(8/13/16位)3.启动方式选择(内部启动/外部启动)4.启动控制(启动/停止)5.恢复初值方式(自动重装/软件重装)一.定时器控制、状态寄存器1.TMOD定时器方式寄存器(89H)1)功能选择位C/T:=0,定时功能,计数内部机器周期脉冲;=1,计数功能,计数引脚T0(T1)输入的负脉冲。2)方式选择位M1、M0:4种工作方式:13/16/8位3)门控方式选择位GATE:=0,非门控方式(内部启动):TRx=1,启动定时器工作;TRx=0,停止定时器工作。=1,门控方式(外部启动):TRx=1且引脚INTx=1才启动。确定定时器工作方式指令:MOVTMOD,#方式字例:设T0用方式2非门控定时,T1用方式1门控计数。MOVTMOD,#T1T0
2.TCON定时器控制/状态寄存器1)启动控制位TR0、TR1=0,停止定时器工作=1,启动定时器工作例:启动T0:SETBTR02)溢出中断标志位TF0、TF1定时器溢出使TFx=1,引起中断请求,CPU响应Tx中断后,自动清0TFx。3.可预置初值的16位加1计数器TH0、TL0、TH1、TL1预置T0初值指令:MOVTH0,#XHMOVTL0,#XL可用软件检测TFx,必须软件清0。WAIT:JBCTF0,NEXT;检测T0是否溢出SJMPWAIT;未溢出,继续检测NEXT:…;溢出,TF0清0,处理溢出
二.定时器工作方式
由方式选择位M1、M0设定1.方式013位定时/计数器。THx8位和TLx低5位组成13位加1计数器计数外部脉冲个数:1~8192(213)定时时间(T=1s):1s~8.19ms2.方式116位定时/计数器。THx8位和TLx8位组成16位加1计数器计数外部脉冲个数:1~65536(216)定时时间(T=1s):1s~65536×T=65.54ms
3.方式2自动恢复初值8位定时/计数器。TLx为8位加1计数器,THx为8位初值暂存器。用于需要重复定时和计数的场合。最大计数值:256(28)最大定时时间(T=1s):256s
4.方式3T0分成2个8位定时器:TL0定时/计数器和TH0定时器TL0占用T0控制位:C/T,TR0,GATE;TH0占用T1控制位:TR1。T1不能使用方式3工作
5.计算时间常数X(计算初值)计数功能:X=2n-计数值n:8/13/16定时功能:X=2n-t/Tt:定时时间、T:机器周期三.MCS-51定时器的应用定时器初始化编程:使用定时器工作之前,先写入控制寄存器,确定好定时器工作方式初始化编程格式:MOVTMOD,#方式字;选择方式MOVTHx,#XH;装入Tx时间常数MOVTLx,#XL(SETBEA);开Tx中断(SETBETx)SETBTRx;启动Tx定时器1.按实际需要选择定时/计数功能2.按时间或计数长度选择方式3.计算时间常数
4.溢出处理编程格式:1)查询方式:先查询定时器溢出标志,再进行溢出处理。…;定时器初始化WAIT:JBCTFx,PT;检测溢出标志SJMPWAITPT:MOVTHx,#XH;重装时间常数MOVTLx,#XL…;溢出处理SJMPWAIT2)中断方式:初始化后执行其他任务,中断服务程序处理溢出。ORG0000HLJMPMAINORG000BH(001BH);Tx中断入口LJMPPTSMAIN:…;初始化后执行其他程序PTS:…;溢出中断服务程序MOVTHx,#XH;重装时间常数MOVTLx,#XLRETI
四.应用举例例:由P1.0输出方波信号,周期为2ms,设fosc=12MHz。2ms解:每隔1ms改变一次P1.0的输出状态。用T0非门控方式1定时。计算时间常数:X=216-t/T=216-1000/1=FC18H(1)查询方式:START:MOVTMOD,#MOVTL0,#MOVTH0,#SETBTR0LOOP:JBCTF0,PTF0SJMPLOOPPTF0:CPLP1.0MOVTL0,#MOVTH0,#SJMPLOOP
(2)中断方式ORG0000HAJMPMAINORG000BHAJMPPT0INTORG0100HMAIN:MOVSP,#60HMOVTMOD,#MOVTL0,#MOVTH0,#SETBEASETBET0SETBTR0HERE:SJMPHEREPT0INT:CPLP1.0MOVTL0,#MOVTH0,#RETI
例P1.7驱动LED亮1秒灭1秒地闪烁,设时钟频率为6MHz。长定时方法:增加一个软件计数器或一个硬件计数器。硬件方式:T0定时,T1计数T0的定时跳变信号P1.0的负跳变次数,计满5个跳变为1秒。START:MOVTMOD,#61HMOVTL1,#0FBHMOVTH1,#0FBHCLRP1.0SETBTR1LOOP1:CPLP1.7LOOP2:MOVTL0,#3CHMOVTH0,#0B0HSETBTR0LOOP3:JBCTF0,LOOP4SJMPLOOP3LOOP4:CPLP1.0JBCTF1,LOOP1SJMPLOOP2
例定时器外部引脚T0(T1)用作外部中断信号输入端。外部负脉冲引起中断请求,选计数方式,时间常数为FFH。例:门控方式测量正脉冲宽度解:INT1引脚输入被检测信号,记录在正脉冲的时间内包含机器脉冲个数。1)设脉宽小于65.5ms等待查询INT0,正脉冲过后,读出TH1TL1。START:MOVTMOD,#90HMOVTL1,#0HMOVTH1,#0HWAIT1:JBP3.3,WAIT1SETBTR1WAIT2:JNBP3.3,WAIT2WAIT3:JBP3.3,WAIT3CLRTR1MOVR2,TL1MOVR3,TH1…TR1=1T1启动TR1=0T1停止INT1
2)设脉宽大于65.5ms,中断方式记录TH1TL1溢出中断次数。SETBTR1SETBET1;开T1中断SETBEAWAIT2:JNBP3.3,WAIT2;等待正脉冲到来WAIT3:JBP3.3,WAIT3;等待正脉冲结束CLRTR1;关闭T1MOVIE,#00;关闭中断MOVR2,TL1;读出T1MOVR3,TH1LCALLPPS;计算脉宽HERE:SJMPHERE;其他任务PRIC:INCR4;记录溢出次数RETIPPS:…;计算脉宽子程序计算脉宽的子程序的计算式如下:脉宽t=(R4×216+R3R2)×T(T为机器周期)
7-3可编程并行接口芯片8255用于扩展单片机并行I/O接口。7-3-1结构与引脚一.结构1.数据线D0~7:传送计算机与8255之间的数据、控制字和状态字。PA0~7PB0~7PC0~7:传送8255与外设之间的数据和联络信息,PC0~7可用作数据线或联络线1.3个8位并行I/O接口PA、PB和PC包含I/O数据锁存器,控制寄存器和状态寄存器。2.2组控制A组:PA和PC0~3、B组:PB和PC4~73.3种工作方式:基本I/O:输出锁存,输入三态,不用联络信号。应答式I/O:输入/输出均锁存,C口用于传送联络信号,读C口可了解外设当前状态。应答双向式:A口为双向I/O,C口用作A口双向传送的联络信号线二.引脚P0P2.78051A0A1CS82553732.地址线CS:片选线A1,A0:口选线,寻址PA,PB,PC数据口和控制口。例求8255口地址:解:A口(7F00H),B口(7F01H),C口(7F02H),控制口(7F03H)(三)读写控制线RD,WR控制计算机与8255之间的信息传送和流向(四)复位线RESET高电平复位,使内部寄存器全部清零。
7-3-28255编程规定8255初始化编程:往控制口写入控制字,确定8255工作方式。方式选择控制字:D7=1C口置位/复位控制字:D7=0例:8255PA口方式0输出单片机片内RAM数据,PB口方式1输入…。PIOS:MOVDPTR,#7F03H;控制口地址MOVA,#86;写控制字MOVX@DPTR,A;设工作方式MOVDPTR,#7F00H;PA数据口地址MOVA,@R0;取RAM的数据MOVX@DPTR,A;由PA口输出…
7-4可编程多功能接口芯片8155256字节RAM,3个并行口PA0~7、PB0~7、PC0~5,1个14位定时器。7-4-1结构和引脚一.引脚功能1.数据线AD0~7:传送8155与计算机之间的数据,控制字,状态字。PA0~7、PB0~7、PC0~5:传送8155与外设之间的信息。2.地址线CE:IO/M:选择口/RAM单元AD0~7:6个I/O口和256字节RAM地址。3.控制线ALE:地址锁存RD、WR:读写控制4.定时器输入/输出线:TIMERIN、TIMEROUT5.复位线RESETP0.0~0.7P2.6P2.7ALE8051AD0~7IO/MCSALE8155
7-5串行I/O接口SIO一.串行通讯的基本方式(一).异步通讯以字符为传送单位用起始位和停止位标识每个字符的开始和结束字符间隔不固定,只需字符传送时同步。异步通讯常用格式:一个字符帧异步通讯的双方需要两项约定:1.字符格式一帧字符位数的规定:数据位,校验位,起始位和停止位。2.波特率(位/秒)对传送速率的规定例:要求每秒传送120个字符,每帧为10位。解:B=120×10=1200波特每位0.83ms数据位传输率=120×8=960位/秒(二).同步通讯以一串字符为一个传送单位,字符间不加标识位,在一串字符开始用同步字符标识,硬件要求高,通讯双方须严格同步。D0D1D2D3D4D5D6D7停止位起始位
二.串行接口功能1.发送器:并串数据格式转换,添加标识位和校验位,一帧发送结束,设置结束标志,申请中断。2.接收器:串并数据格式转换,检查错误,去掉标识位,保存有效数据,设置接收结束标志,申请中断。3.控制器:接收编程命令和控制参数,设置工作方式:同步/异步、字符格式、波特率、校验方式、数据位与同步时钟比例等。三.串行数据传送方向单工通讯:数据单向传送。半双工通讯:数据可分时双向传送。全双工通讯:可同时进行发送和接收。发送器接收器发送器接收器
7-5-1MCS-51串行接口1个全双工串行接口,可同时进行发送和接收。串行接口输入/输出引脚:TXD(P3.1)、RXD(P3.0)数据格式(P.237图):按不同方式,一帧位数8/10/11发送/接收时,数据皆低位在前。一帧字符发送/接收结束,置位标志位(TI/RI)并申请SIO中断。中断控制:中断允许位ES中断入口:0023HD0D1D2D3D4D5D6D7停止位起始位D0D1D2D3D4D5D6D7D0D1D2D3D4D5D6D8停止位起始位D7
一.串行接口控制1.数据缓冲器SBUF发送SBUF和接收SBUF共用一个地址99H。1)发送SBUF存放待发送的8位数据,写入SBUF将同时启动发送。发送指令:MOVSBUF,A2)接收SBUF存放已接收成功的8位数据,供CPU读取。读取串行口接收数据指令:MOVA,SBUF2.串行口控制/状态寄存器SCON(98H)SM0,SM1:选择串行口4种工作方式。SM2:多机控制位,用于多机通讯。REN:允许接收控制位,REN=1,允许接收;REN=0,禁止接收。TB8发送的第9位数据位,可用作校验位和地址/数据标识位RB8:接收的第9位数据位或停止位TI:发送中断标志,发送一帧结束,TI=1,必须软件清零RI:接收中断标志,接收一帧结束,RI=1,必须软件清零3.节电控制寄存器PCONSMOD(PCON.7):波特率加倍控制位。SMOD=1,波特率加倍,SMOD=0,则不加倍。
二.串行接口的工作方式SM0,SM1选择四种工作方式。(1)方式0:同步移位寄存器方式。用于扩展并行I/O接口。1.一帧8位,无起始位和停止位。2.RXD:数据输入/输出端。TXD:同步脉冲输出端,每个脉冲对应一个数据位。3.波特率B=fosc/12如:fosc=12MHz,B=1MHz,每位数据占1s。4.发送过程:写入SBUF,启动发送,一帧发送结束,TI=1。接收过程:REN=1且RI=0,启动接收,一帧接收完毕,RI=1。发送时序写入SBUFRXD输出TXDTID0D1D2D3D4D5D6D7写REN=1RI=0RXD输入RI接收时序(a)(b)
(2)方式18位数据异步通讯方式。1.一帧10位:8位数据位,1个起始位(0),1个停止位(1)。2.RXD:接收数据端。TXD:发送数据端。3.波特率:用T1作为波特率发生器,B=(2SMOD/32)×T1溢出率。4.发送:写入SBUF,同时启动发送,一帧发送结束,TI=1。接收:REN=1,允许接收。接收完一帧,若RI=0且停止位为1(或SM2=0),将接收数据装入SBUF,停止位装入RB8,并使RI=1;否则丢弃接收数据,不置位RI。当REN=1,CPU开始采样RXD引脚负跳变信号,若出现负跳变,才进入数据接收状态,先检测起始位,若第一位为0,继续接收其余位;否则,停止接收,重新采样负跳变。数据采样速率为波特率16倍频,在数据位中间,用第7、8、9个脉冲采样3次数据位,并3中取2保留采样值。写入SBUF采样(a)发送时序图TXD数据输出TID0D1D2D3D4D5D6D7停止位起始位RXD输入数据(b)接收时序图D0D1D2D3D4D5D6D7停止位起始位RI检测负跳变
(3)方式2和方式39位数据异步通讯方式。1.一帧为11位:9位数据位,1个起始位(0),1个停止位(1)。第9位数据位在TB8/RB8中,常用作校验位和多机通讯标识位。2.RXD:接收数据端,TXD:发送数据端。3.波特率:方式2:B=(2SMOD/64)×fosc。方式3:B=(2SMOD/32)×T1溢出率。4.发送:先装入TB8,写入SBUF并启动发送,发送结束,TI=1。接收:REN=1,允许接收。接收完一帧,若RI=0且第9位为1(或SM2=0),将接收数据装入接收SBUF,第9位装入RB8,使RI=1;否则丢弃接收数据,不置位RI。发送时序写入SBUFTXD输出TIRXD输入接收时序RID0D1D2D3D4D5D6TB8停止位起始位D7D0D1D2D3D4D5D6RB8停止位起始位D7检测负跳变
(4)计算波特率方式0为固定波特率:B=fosc/12方式2可选两种波特率:B=(2SMOD/64)×fosc方式1、3为可变波特率,用T1作波特率发生器。B=(2SMOD/32)×T1溢出率T1为方式2的时间常数:X=28-t/T溢出时间:t=(28-X)T=(28-X)×12/foscT1溢出率=1/t=fosc/[12×(2n-X)]波特率B=(2SMOD/32)×fosc/[12×(28-X)]串行口方式1、3,根据波特率选择T1工作方式,计算时间常数。T1选方式2:TH1=X=28-fosc/12×2SMOD/(32×B)T1选方式1用于低波特率,需考虑T1重装时间常数时间。
7-5-2串行口的应用串行口初始化编程格式:SIO:MOVSCON,#控制状态字;写方式字且TI=RI=0(MOVPCON,#80H);波特率加倍(MOVTMOD,#20H);T1作波特率发生器(MOVTH1,#X);选定波特率(MOVTL1,#X)(SETBTR1)(SETBEA);开串行口中断(SETBES)
发送程序:先发送一个字符,等待TI=1后再发送下一个字符。1.查询方式:TRAM:MOVA,@R0;取数据MOVSBUF,A;发送一个字符WAIT:JBCTI,NEXT;等待发送结束SJMPWAITNEXT:INCR0;准备下一次发送SJMPTRAM2.中断方式:ORG0023H;串行口中断入口AJMPSINTMAIN:…;初始化编程TRAM:MOVA,@R0;取数据MOVSBUF,A;发送第一个字符H:SJMPH;其它工作SINT:CLRTI;中断服务程序INCR0MOVA,@R0;取数据MOVSBUF,A;发送下一个字符RETI
接收程序:REN=1、RI=0等待接收,当RI=1,从SBUF读取数据。1.查询方式:WAIT:JBCRI,NEXT;查询等待SJMPWAITNEXT:MOVA,SBUF;读取接收数据MOV@R0,A;保存数据INCR0;准备下一次接收SJMPWAIT2.中断方式:ORG0023HAJMPRINTMAIN:…;初始化编程H:SJMPH;其它任务RINT:CLRRI;清中断标志MOVA,SBUF;读取接收数据MOV@R0,A;保存数据INCR0RETI
(一)串行口方式0用于扩展单片机的并行I/O接口。串行口实现:并行→串行的数据转换74LS165/74LS164实现:串行→并行的数据转换。(二)异步通讯程序举例1.发送程序:将片内RAM50H起始单元的16个数由串行口发送。要求发送波特率为系统时钟的32分频,并进行奇偶校验。MAINT:MOVSCON,#80H;串行口初始化MOVPCON,#80H;波特率SETBEASETBES;开串行口中断MOVR0,#50H;设数据指针MOVR7,#10H;数据长度LOOP:MOVA,@R0;取一个字符MOVC,P;加奇偶校验MOVTB8,CMOVSBUF,A;启动一次发送HERE:SJMPHERE;CPU执行其它任务
ORG0023H;串行口中断入口AJMPTRANITRANI:PUSHA;保护现场PUSHPSWCLRTI;清发送结束标志DJNZR7,NEXT;是否发送完?CLRES;发送完,关闭串行口中断SJMPTENDNEXT:INCR0;未发送完,修改指针MOVA,@R0;取下一个字符MOVC,P;加奇偶校验MOVTB8,CMOVSBUF,A;发送一个字符POPPSW;恢复现场POPATEND:RETI;中断返回
2.接收程序:串行输入16个字符,存入片内RAM的50H起始单元,串行口波特率为2400(设晶振为11.0592MHz),。RECS:MOVSCON,#50H;串行口方式1允许接收MOVTMOD,#20H;T1方式2定时MOVTL1,#0F4H;写入T1时间常数MOVTH1,#0F4HSETBTR1;启动T1MOVR0,#50H;设数据指针MOVR7,#10H;接收数据长度WAIT:JBCRI,NEXT;等待串行口接收SJMPWAITNEXT:MOVA,SBUF;读取接收字符MOV@R0,A;保存一个字符INCR0;修改指针DJNZR7,WAIT;全部字符接收完?RET
模具使用说明书苏州工业园区凯德思精密机械有限公司SuzhouIndustryParkKDSPrecisionMachineryCo,.Ltd.
模具使用说明书苏州雷贝德精密模具有限公司SuzhouRAPIDPrecisionMoldCo.,Ltd.
章节Chapter描述Description页数Page1模具概述MOLDDESCRIPTION12模具结构简图MOLDSTRUCTURE23模具操作指导书OPERATINGINSTRUCTIONS34动模侧冷却水简图CORECOOLINGCHANNEL45定模侧冷却水简图CAVITYCOOLINGCHANNEL56动模液压回路简图COREHYDRAULICCYLINDERSKETCH67动模电气接线简图COREELECTRICCONNECTORDRAWINGS78热流道分布简图HOTRUNNERLAYOUTSCHEME89模具拆装流程ASSEMBLEORDISASSEMBLEFLOW910模具维护保养指导书MOLDMAINTAINSGUIDE10附件一ATTACH1ST注塑工艺参数表INJECTPARAMETER11附件二ATTACH2ND零件清单MC(moldcomponents)LIST12目录Cotents
1.模具概述DescriptionofMold基本信息/GeneralInformation:客户/Customer:项目/Project:产品编号/ProductNo.:项目工程师/ProjectEngineer:产品名称/ProductName:设计工程师/DesignEngineer:模具编号/MouldNo.:业务经理/MarketingManager:模具信息/MoldInformation:型腔数量/No.ofCavity:模具重量/MouldWeight:kg顶出系统/EjectorSystem:定模重量/WeightFS:kg复位系统/ReturnSystem:动模重量/WeightSS:kg顶出距离/EjectorDistance:mm压机板尺寸/ClampingPlatesDim:mm定模材料/MaterialofSS:闭模高度/ShutHeight:mm动模材料/MaterialofMS:模板材料/Mat.ofMouldPlates:液压抽芯数量/No.ofHydr.Corepulls:PCS定模/FS:/动模/MS:/滑块数量/No.ofSliders:Small:PCSMedium:PCSLarge:PCSExtraLarge:PCS(包括斜顶/IncludingLifters)PCS<10kgPCS>10-20kgPCS>20-40kgPCS>40kg浇注信息/InjectionInformation:浇注系统/InjectionSystem:注塑机类型/InjectionMachineType:TS浇口种类/GateSort:热流道供应商/HotrunnerSupplier:一模重量/ShotWeight:g定位圈直径/LocatingRingDiameter:Ømm喷嘴形式/NozzleType:浇口套球面半径/SprueBushSphereRadius:SR喷嘴数量/No.ofNozzles:PCS浇口套进料口直径/SprueBushGateDiameter:Ø产品信息/ProductInformation:注塑原料/InjectionMaterial:主要壁厚/MajorWallthickness:mm供应商/Mat.Supplier:收缩率(纵向)/Shrinkage(vetical):%产品重量/ProductWeight:g收缩率(横向)/Shrinkage(horizontal):%
2.模具结构简图MoldFrameworkScheme
模具上注塑机:INSTALLATION1.根据注塑机要求检查模具闭合高度、压机板尺寸;CheckingClampingPlateSize&ToolThicknessunderTool-closing&IMMConditions.2.根据注塑机要求完成模具安装:快速安装或手工上夹具安装;AccordingIMMTech-data,finishinginstallationoftool,thenquicksetupofclamprequiredorfixationmanually.3.根据注塑机及模具要求连接水、气、电、液压管线,并检查和确保管线在合模时不被夹住;Connectingcooling,heating,electric&HydraulicSystemundertooldrawings,thenchecking&ensuringallpipesandwiresonsafe&properconditions.4.先打开冷却水,再打开热流道加热。如果模具采用顺序阀浇口,则至少在冷却水通15分钟后才能对热流道加热;Openingcoolingtapfirst,thenstartingheatingsystemaccordingH.R.Instruction.(forsequentialvalveRunner,15minutescoolingbandrequiredatleast.)5.拆去模具两侧的安全锁模块;DisassemblingallCounter-locks.6.设定相关设备及工艺参数,达到设定值后根据模具动作顺序要求开模;SettingIMMParameterasATTACH1st,thenopeningtoolunderToolRunningSequencewhenreasonableVALUEonsteadyproductionlevel.7.用软布和清洗剂擦去模具内的防锈剂;Cleanness:cleanoutofantirustwithsoft-cloth&assistedcleanlinessliquid(pureandW/Ochemicalmolecule)8.根据模具动作顺序要求反复多次空载试验模具动作,检查模具浇口情况是否正常,滑块/抽芯、斜顶及顶出系统是否顺畅到位;Beforeproduction,tentativeandrepeatedtestinginToolMovementsisnecessary,andattentiontoInjectingGate,Slider/corepulls,Lifter&EjectionSystemrunningisnecessary&serious,9.在正式注塑前确认模具内无异物,浇口处无流延料;Pre-productionmustensurenon-dustinmold&w/oinjectedplasticliquidorblocksaffixingGate.10.在开始注塑时,不允许立即把料充满型腔,应逐渐加大注塑量;theamountofdosageshouldincreasebydegrees.11.根据注塑时产品的实际状况调整相关设备及注塑工艺参数;ReasonableadjustmentofParameter&relevantequipmentsareallowedaccordingtoactualproductsandIMMFunction.12.直到产品正常,然后确定工艺参数,进入注塑机半自动工作状态。ConfirmingInjectionParameterwhenreachonrelativesteady-running,thenoperatingtoolunderSemi-automaticorAutomatic.3.模具操作说明书MouldOperationInstruction
4.动模侧冷却水简图CoolingWaterSchemeOnM.S.
定模侧冷却水简图CoolingWaterSchemeOnF.S.
6.动模液压回路简图HydraulicCircuitsOnM.S.
7.动模电气接线简图ElectricalWiringSchemeOnM.S.
8.热流道分布简图HotRunnerLayoutScheme
9.模具操作说明书MoldOperationInstructions模具动作顺序/MoldRunningSequence:A.开模MOLDOPENINGB.四个油缸顶出顶针板Ejection:EjectorPlatepoweredby4H.C.C.几十个斜顶镶块在顶出距离允许条件下尽量顶到位Ejection:allliftersmove&attachtoallowedTech-areaD.取件DemouldE.四个油缸推动顶针板复位Returning:EjectorPlatereturnbyH.C.F.注塑机合模,在复位杆作用下斜顶镶块及直顶彻底复位Tool-closing,thenreturn-pillarguide&orientLifters&StraightEjector.G.锁模,顺序控制箱控制喷嘴顺序注射Tool-clamping:SequentialValve-gate’sControllerhandlethevalve-injection.H.注塑冷却CoolingI.开模MOLDOPENING(RETURNTO“A”)
10.模具操作说明书MoldOperationInstructions模具下注塑机:MoldoffloadingfromIMM(InjectionMoldingMachine)1.用软布和清洗剂对模具内部进行清理,确认模具内无异物料,浇口处无流延料;Pre-operationmustensurenon-dustinmold&w/oinjectedplasticliquidorblocksaffixingGate.2.清理被污染的润滑油,在需要的部位重新涂上润滑油;Cleanlinessofdestructivelubricantfabrication,andreinforce&renewthelubricantforbettermaintenance.3.在模具型腔/型芯及分型面处均匀喷上适量的防锈剂,对非热流道模具还需在流道处喷防锈剂;PaintingproperantirustonCore,Cavity,PartingSurface&ColdRunnerChannel,4.根据模具动作顺序要求合模;Tool-closingunderorderedRunningSequence.5.先关闭热流道,再关闭冷却水。如果模具采用顺序阀浇口,则要求在关闭热流道后冷却水至少再通30分钟;Turn-offHeatingSystemfirst,thenCutoffCoolingLine.IftoolequippedwithSequentialValveGate,coolingwatermustkeepTURNONModemorethan30minutesafterclosureofHeatingSystem.6.拆卸所有的管线;Uninstallingallpipes&wires.7.装上模具两侧的安全锁模块;LockingbothCounter-locks.8.根据注塑机要求完成夹具的松开及下模。LooseningClampPlates,thenuninstallingtoolbyTravelingCrane.模具操作特殊要求:NOTE1.2.3.4.5.
11.模具拆装流ToolAssemblingandDis-assemblingProcedure常规拆卸/GeneralDisassembly:1.整体拆卸/WholeDisassembly1.1将模具翻转900(使动模侧在下)Overturning90°,thenstoretoolonflatworkshop,andkeeptheupperpartisCore(M.S.)1.2拆掉锁模块DisassemblingClampingBlocks.1.3将定模和动模部分分离SeparatingF.S.&M.S.withtravelingCrane.2.定模侧拆卸F.M.Disassembly2.1将定模分型面向上放置,拆掉滑块或抽芯,拆掉镶块(如果镶块是从分型面安装的)LooseningSliders,Corepulls&InsertsfromFemalesidePartingSurface.2.2将定模翻转1800放在枕木上(压机板在上)PreparationofCrosstieforF.S.180°Overturing.(toppartisUpperClampingPlate.)2.3拆掉液压系统、水管、信号线以及其他附属设备Dis-ass.ofH.C.,CoolingHose,Signal&relevantSystemorEquipments.2.4拆掉定位圈,将压机板拆下MovingLocating-ring,thenfoldingClampingPlate.2.5拆掉热流道系统,放置于安全处TakeoutandstoreHeatingSystemunderSafe&DryConditionsasHotRunnerInstruction.2.6拆掉热流道板,松开定模镶块螺丝TakingHotRunnerPlate,thenreleasinginserts’screw.2.7将定模翻转1800(型腔分型面朝上)TurningPartingSurfaceupwards.2.8拆掉镶块ExtractionofInserts.3.动模侧拆卸M.S.Disassembly3.1将动模分型面向上放置,拆掉滑块或抽芯,拆掉镶块(如果镶块是从分型面安装的)LooseningSliders,Corepulls&InsertsfromMalesidePartingSurface.3.2拆掉液压系统、水管、信号线以及其他附属设备Dis-ass.ofH.C.,CoolingHose,Signal&relevantSystemorEquipments.3.3将动模分型面向上放置在垫块上,从压机板背面拆除固定斜顶的螺丝RemovingLifter’sScrewfromClampingPlatereverse.3.4将斜顶拆下SplittingLifters.3.5固定好顶针固定板(翻转时保护顶针)Steady-fixationtoEjectorPlate,whichmakeprotectiontoEjectorPin3.6将动模翻转1800后放在垫块上PreparationofCrosstieforM.S.180°Overturing.(toppartisLowerClampingPlate.)3.7拆掉压机板、模脚、立柱及顶出系统,松开动模镶块KnockdownofClampingPlate,ToolBlocks,Storage-Pillar&EjectionSystem,thenlooseningM.S.inserts.3.8将动模翻转1800;TurningPartingSurfaceupwards.3.9拆掉镶块ExtractionofInserts.特殊拆卸/SpecialDisassembly装配/Assembly装配按照相反的顺序进行ConverseSequencemakethebirthofStandardAssembleOperations.注意!Attention!装配时请参照模具装配图,拆装模具必须由专业人员操作以免出错DoubleCheckingtoToolAssemlyDrawings,thenoperatingASS.&Dis-ass.UnderProfessional’sIndication.
日常点检保养:DailyMaintenance1.检查并清洁模具定模和动模表面Checking&CleansingbothPartingSurface.2.模具冷却水道是否通畅并且无漏水现象Connecting&TestingCo0lingChannelonAirproofGuard.3.检查模具热流道系统工作是否正常MeasurementofHeatingSystemunderH.R.Instruction.4.检查模具油缸动作是否正常,无漏油现象。EnsuringHydraulicC.movingunderproperConditionsandw/oOil-leakProblem.5.检查抽芯动作和润滑是否正常,仅使用适量的润滑油。AddingenoughLubricantforsmoothcorepullingmovements.6.清洁导向机构并重新润滑,仅使用适量的润滑油。Cleansing&LubricatingGuide-System.预防性保养:Protective&GuardTechnique1.清洁模具表面及型腔Checking&CleansingbothPartingSurface.2.清洁排气槽CleansingVenting-Groove.3.清洁模具的冷却水道并检查其密封情况Connecting&TestingCoolingChannelonAirproofGuard.4.检查液压系统的密封情况MeasuringHydraulicSystem’sPressurization.5.拆装抽芯并清洁润滑6.拆装滑块并清洁润滑7.拆装斜顶并清洁润滑5-7.Disassembling&lubricatinginCorepulls,Sliders&Lifters.8.对模具顶出机构的情况进行检修Exam&RepairToolEjectionSystem.9.检查模具分型面的贴合情况InspectionofToolPartingSurface’sJoint.10.检查导向件是否松动并润滑Improvingdegreeoftightness&lubricantforGuiding-Parts.11.用清洗剂清洁水道,然后使用气枪将冷却通道内的杂质清楚干净,并用热风烘干CleansingCoolingChannelwithPURE&sanitaryLiquid,thenpullingawayleftoverbyAirGun&dryingChannelviaSIROCCO.(以上保养内容每三个月进行一次)NOTE:above-mentioned11techniquesshouldkeepquarterly.12.如模具长期不用,对模具进行上述各项保养后,应进行干燥处理,并涂上防锈油,最后模具应存放在干燥的地方。ToolStorage:afteralltechniquesfinished,PhysicalDryness&AntirustTreatmentsarerequiredaccording.Finally,fixing&storingtoolunderdryconditions.12.模具维护保养指导书GeneralMoldMaintainInstruction'
您可能关注的文档
- 最新华为人力资源战略汇总课件PPT.ppt
- 最新华工模拟电路课件43课件PPT.ppt
- 最新华法林钠(1)课件PPT.ppt
- 最新单层工业厂房课程设计课件PPT.ppt
- 最新单片机产品设计(简)资料课件PPT.ppt
- 最新单片机7-第七章外围接口技术课件PPT.ppt
- 最新单片机-第五章2-单片机的定时器计数器课件PPT.ppt
- 最新单片机第5章---定时器..课件PPT.ppt
- 最新单片机应用技术课件PPT.ppt
- 最新卖拐营销启示课件PPT.ppt
- 最新单闭环流量定值控制系统设计分解课件PPT.ppt
- 最新单纯疱疹病毒肺炎课件PPT.ppt
- 最新单片机项目实践教程刘燎原-项目九串行课件PPT.ppt
- 最新南北桥CPU间的通讯及时序课件PPT.ppt
- 最新卡车驾驶培训手册课件PPT.ppt
- 最新卡通风格创意手绘ppt模板课件PPT.ppt
- 最新卡通ppt模板课件PPT.ppt
- 最新卡尔曼滤波器分类及基本公式课件PPT.ppt