

- 585.00 KB
- 2022-04-29 14:32:45 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'热处理
原理与工艺(13)
第一章金属的加热1.1加热的作用1.2传热方式1.3加热方式1.4热处理加热时间的确定1.5影响零件加热的因素1.6钢的加热缺陷及控制第二部分:热处理工艺
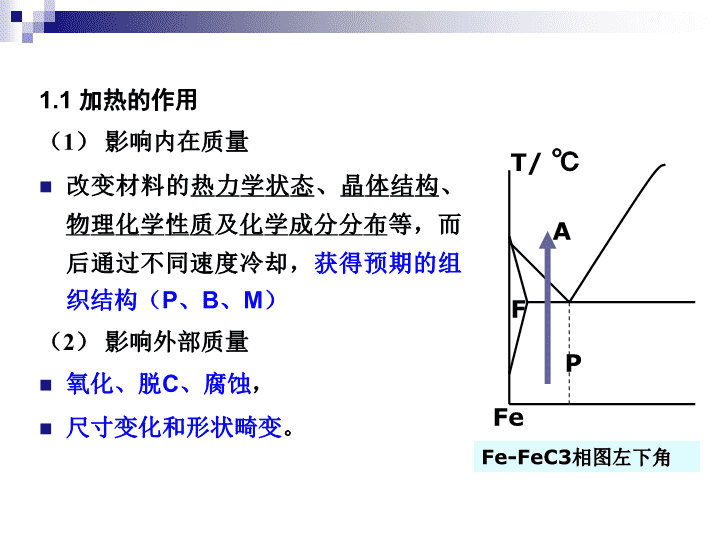
1.1加热的作用(1)影响内在质量改变材料的热力学状态、晶体结构、物理化学性质及化学成分分布等,而后通过不同速度冷却,获得预期的组织结构(P、B、M)(2)影响外部质量氧化、脱C、腐蚀,尺寸变化和形状畸变。Fe-FeC3相图左下角FeT/℃AFP
1.2加热方式①直接加热(内阻直接加热):不需加热介质如:电阻(垂融)、电磁波(感应加热)、低能粒子(激光加热、电子束加热)。②间接加热(外热源加热):通过加热介质,以对流传导,辐射的方式向工件表面传递热量:电阻炉、盐浴炉、燃料炉。
1.3传热方式金属工件加热在各类热处理炉中进行炉内热量的传递依靠辐射、对流、传导这三个基本物理过程使工件升温。
1.热传导传热物质无宏观定向移动,仅靠传热物质原位质点间的相互碰撞→热能高—低传递。热传导过程的强弱以单位时间内通过的等温面的热量——热流量密度q表示q=-·dT/dx(J/m2h)—热传导系数(J/m·h·℃),单位时间内,每米长度温度降低1℃时,单位面积能传递的热流量。dT/dx—温度梯度负号“-”表示热流量方向和温度梯度方向相反。材料影响:λ值:高合金钢<中、低合金钢<碳钢温度影响:λ=λ0(1+bt)
2、对流传热发热体工件(1)相互对流的粒子相遇时发生热交换。(2)对流传热时单位时间内加热介质传递给工件表面的热量QC关系:QC=αcF(T介-T工)αC:对流给热系数;F:热交换面积,T介、T工分别为介质和工件表面温度℃流体转移
(3)影响对流换热的因素流体流动的动力自然对流(PV/T=C)强制对流流体的流动状态层流紊流紊流时的对流换热系数比层流时大流体的物理性质热导率大、比热容大、密度大、粘度小-αC大固体表面形状、大小和放置位置
3辐射传热通过加热体在高温下产生的电磁波(载体)来传递能量(辐射能(热射线)波长为0.1~100μm,0.4~40μm?)。热辐射波的发射能力可用比能流eb(物体单位时间内由单位表面积辐射的能量)表示.T—物体绝对温度,K,σ—斯式藩-铍耳兹曼常数(≈5.67×10-8W/(m2·K4)应用:一般高于700℃加热时,主要靠辐射传热。以辐射传热为主加热工件时,应尽量使工作表面均匀的接受辐射热,尽量避免遮热现象。eb=σT4
4、综合传热实际加热时三种传热方式同时存在,依工作温度,炉型结构,加热介质的不同而以某一种传热方式为主。如箱式或井式电炉、盐浴炉、煤气炉等≥700℃加热工件时,主要靠对流及辐射传热≤200℃低温回火炉(盐浴或空气介质)中则主要靠对流及传导传热,在真空炉中主要靠辐射传热。
同时考虑三种传热方式的称为综合传热,Q=Qc+Qr+Qcd(Qc、Qr、Qcd分别为对流、辐射、传导传热的热量)工件加热时往往综合考虑,Q=α∑(t介-t工)α∑综合传热给热系数(J/m2·h·℃),α∑=αc+αr+αcd
1.4热处理加热时间的确定1.加热阶段分为升温,均温和保温三个时间过程。τh=τr+τs+τm(τr、τs、τm为升温、均温和保温时间)保证:透热、A组织转变(几秒)、碳化物溶解、A成分均匀化(1分种)或不平衡状态转变成平衡状态。依据具体工艺.tT
2.工件加热时间(透热)的经验计算式:(1)以工件有效厚度为基础的经验计算式(实用):工件有效厚度为H,指工件在传热最快方向上的最大截面厚度α为加热系数,min/mm或s/mmK为装炉修正系数,通常取1.0~2.0
K值取值与堆垛方式相关
工件有效厚度H的取值
碳钢和合金钢在各介质中的加热系数(α值)例:碳钢直径10mm空气炉加热需10分钟,盐浴炉5分钟合金钢直径10mm空气炉加热需15分钟,盐浴炉10分钟
(2)以工件几何尺度为计算基础的加热时间计算式薄件可以根据斯大尔基理论公式计算炉料升温时间c比热容,ρ密度,α∑综合给热系数,V:工件体积。F:工件表面积,tg—炉温,tin:工件开始温度;t:工件终了温度。经验系数法估算:τr=B·V/FB为加热时间系数,由实验确定,V--工件体积,F--工件表面积。
热处理设备原材料零件尺寸及形状加热制度堆垛方式加热温度加热速度保温时间1.5影响零件加热的因素加热规范
1、热处理设备的影响:①加热设备的介质(气氛、盐浴、真空)状态;②设备输出功率大小(能达到温度范围);★③炉膛内有效加热区(根据预先测温而假设的,能够保证由给定热处理工艺所要求的加热温度的装料区域)范围和温度的均匀性。有效加热区
2、原材料影响工件材料不同,加热系数不同,如低碳钢加热时间短,高合金钢加热时间长。
3、零件尺寸及形状对加热时间的影响τr=B·V/F
4、加热制度的影响。★零件入炉的方式有四种①预热加热升温②随炉升温③到温入炉④高温入炉①②③④Tt加热温度随炉升温到温入炉
预热加热升温和随炉升温热应力最小但耗时长高温入炉节能的快速方法(易产生热应力)适用:φ<400mm的中C合金钢φ<600mm中C钢和低C合金钢。零件入炉的方式对热应力大小的影响加热速度:①预热加热升温<②随炉升温<③到温入炉<④高温入炉热应力:①<②<③<④①②③④Tt加热温度
5、堆垛方式工件的堆垛方式直接影响热量的传递。所以,炉内工件的堆垛方式不同,加热修正系数K也不同。
1.6钢的加热缺陷及控制(1)氧化(Fe被氧化)(2)脱碳(C被氧化)
1、氧化(Fe被氧化)T<150℃,氧化轻微,T↑,氧化加剧。炉温T<570℃,生成以Fe3O4为主的氧化膜氧化速度极小,氧化膜也不易继续加厚,对钢铁性能无显著影响,反而↑抗氧化性。T>570℃时,生成以FeO为主的氧化膜,组织疏松,结构简单较厚的疏松多孔、易崩落的氧化皮。氧化皮不利作用:使钢件尺寸↓,重量↓,表面粗糙度↑可使钢件热处理后产生软点或硬度不足
2、脱碳(C被氧化)工件在加热过程中表层的碳与介质中的脱碳气体(CO2、H2、O2、H2O等)相互作用,使表层含碳量降低的现象。也是材料的氧化过程,当炉温在700~850℃时易发生。加热温度越高,钢中碳含量越高,越易脱C。C在钢中的扩散速度大于O∴钢的脱C速度>氧化速度,∴钢在加热时,其氧化层下面总存在一脱C层。
例如在强烈氧化性气氛中加热时,表面脱C与表面脱O同时发生工件表层自外→内:氧化皮脱C层半脱C层基体材料
脱碳不利作用:①使淬火工件的硬度和耐磨性↓↓,强度↓,特别是疲劳强度↓,使用中易发生早期失效,↓寿命。②脱C工件易形成淬火裂纹。无论是结构件还是工模具,脱C都是不允许的。
3、氧化脱C的控制(1)可控气氛中无氧化加热。O2、CO2、H2O为氧化性气体H2、CO还原性气体O2、CO2、H2O、H2脱C性气体CO、CH4为增C性气体N2中性气体可控气氛主要是以还原性或中性气体为气氛,有效地防止的氧化脱碳,并准确控制碳浓度。
(2)敞焰少无氧化加热利用煤气作燃料时,燃料不完全燃烧实质是产生CO还原性气氛(3)在熔融浴炉中无氧化加热控制浴槽的成份,使浴炉保持中性或还原性(脱氧)。常用的液体加热介质有盐浴、金属浴、玻璃浴等。(4)在真空中无氧化加热(5)防氧化涂层在金属表面敷以防氧化涂料,或防氧化胶带纸,简便易行,不受工件尺寸了限制,成本高。主要应用于钛合金、不锈钢、超高强度钢、热锻模等的局部表面防护。
1.加热规范的主要工艺参量是什么?对热处理过程有何影响。2.影响加热速度的因素有哪些?工件加热时间如何确定?3.热处理常用入炉方式的类型及应用特点,从热效率、加热速度、热处理应力、氧化脱碳倾向等方面比较。4.大型井式炉中装置风扇的目的是什么?5.今有T8钢工件在空气炉中分别进行950℃、830℃和450℃长时间加热,试述加热后表层缓冷的组织结构,为什么?
第二章退火与正火AnnealingandNormalizing
零件的制造路线:坯料——铸、锻、焊等热加工——热处理——粗加工——热处理——精加工预备热处理退火或正火1.消除热加工缺陷2.改善金属加工成型性、切削加工性和热处理工艺性
2-1钢的退火T/°Ct/h缓冷退火定义将组织偏离平衡状态的金属或合金加热—保温—缓慢冷却(炉冷或砂埋),达到接近平衡状态组织热处理工艺。
退火主要目的:1、改善组织对于铸锻件来说,可以用于改善化学成分的偏析(主要是枝晶偏析)和组织的不均匀性。对于铸铁,可改善石墨状态。球化退火可为淬火做良好的组织准备2、调整硬度改善锻件、轧材的切削加工性3、消除应力消除冷热加工中铸件、锻件、机械加工件、冷变形件和内应力及工硬化效应。4、减少固溶于钢件中的有害气体(如H2),使其扩散逸出。
2.1均匀化退火(homogenizing)—扩散退火1、定义:在低于固相线某一温度(1100~1300℃),长时间保温,缓冷,以消除或减少铸锭、铸件或锻坯中化学成分的偏析和组织的不均匀性。
2、偏析对热处理及性能的危害铸锭或铸件在结晶过程常发生偏析现象,表现在两个方面:①化学成分的不均匀性导致性能不均匀和淬火开裂倾向增大如:枝晶偏析,②非金属夹杂的不均匀分布易在热加工或热处理时形成废品。如:S化物熔化-沿晶开裂。FeS988℃大型铸锻件中的氧化物、硅酸盐、磷化物等夹杂物偏析广泛分布于枝晶晶界、铸锭的A形、V形和过渡区。当夹杂物沿晶界呈链状分布时,对钢的性能危害最大。脆性↑。热处理不能消除,锻造使破碎、均匀分布,↓危害③区域偏析(如重力偏析)一般热处理不能消除,只能靠合金化控制或改善浇注工艺和正确合理的压力加工来解决。性能指标含碳量HBbk
3、均匀化退火工艺(1)加热T:一般上限不高于平衡相图上的固相线。考虑不致使A晶粒过于粗大的条件尽量↑温度以利于扩散均匀化。▲为了消除高C高合金钢中非平衡共晶C化物,可以在共晶温度以上进行扩散退火。扩散退火加热温度一般T≥0.8~0.9T,并且T<固相线。碳钢一般选1100~1200℃。合金钢为使共晶C化物充分溶解,T允许↑到1200~1300℃范围。
2)保温时间t依钢材成分,偏析程度和尺寸因素来定t一般按截面厚度每25mm保温0.5~1h,或每mm厚度保温1.5~2.5min来计算。若装炉量较大,可按下式计算一般保温时间不超过15h,否则氧化损失过于严重。
(3)冷却一般为50℃/h,高合金钢≤20~30℃/h?降到600℃以下就可出炉空冷,高合金钢和高淬透性钢最好在350℃左右出炉,以免因冷速过快产生应力,或产生M组织。(4)扩散退火后若出现晶粒粗化,可以再进行一次完全退火或正火来细化。'
您可能关注的文档
- 6.3《打电话》课件PPT
- 土木工程测量地形图测绘教学课件PPT
- 消费者行为购买与处置教学课件PPT
- 消费者行为理论教学课件PPT
- 直流电源教学课件PPT
- 淬火缺陷与控制教学课件PPT热处理原理及工艺
- 7不一样的电路连接学习课件PPT
- 职业学校物流服务与管理专业介绍课件PPT
- 热处理工艺化学热处理教学课件PPT
- 离合器的检修教学课件PPT
- 煤矿-机电安全教学课件PPT
- 自动检测与转换技术光电传感器教学课件PPT
- 移动通信和无线宽带技术教学课件PPT
- 物流企业管理教学课件PPT物流企业管理的基本原理
- 物流成本管理物流成本计算教学课件PPT
- 物流经济地理教学课件PPT航空运输
- 物流运输成本与收入管理教学课件PPT
- 11.《画杨桃》课件PPT