

- 8.15 MB
- 2022-04-29 17:11:27 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
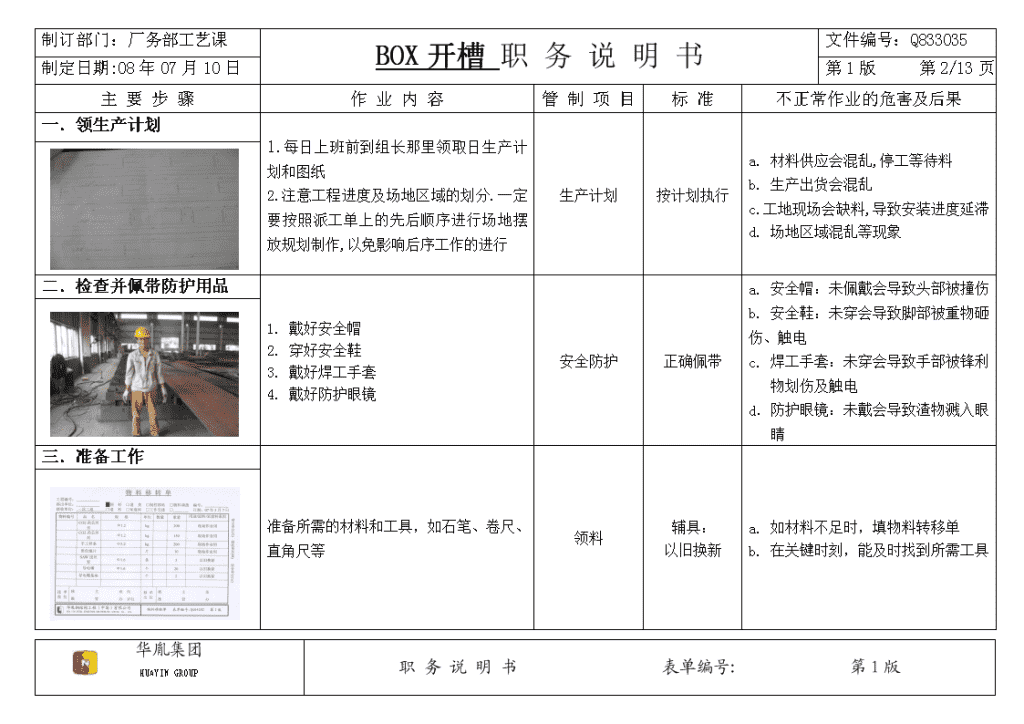
'制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第2/13页主要步骤作业内容管制项目标准不正常作业的危害及后果一.领生产计划1.每日上班前到组长那里领取日生产计划和图纸2.注意工程进度及场地区域的划分.一定要按照派工单上的先后顺序进行场地摆放规划制作,以免影响后序工作的进行生产计划按计划执行a.材料供应会混乱,停工等待料b.生产出货会混乱c.工地现场会缺料,导致安装进度延滞d.场地区域混乱等现象二.检查并佩带防护用品1.戴好安全帽2.穿好安全鞋3.戴好焊工手套4.戴好防护眼镜安全防护正确佩带a.安全帽:未佩戴会导致头部被撞伤b.安全鞋:未穿会导致脚部被重物砸伤、触电c.焊工手套:未穿会导致手部被锋利物划伤及触电d.防护眼镜:未戴会导致渣物溅入眼睛三.准备工作准备所需的材料和工具,如石笔、卷尺、直角尺等领料辅具:以旧换新a.如材料不足时,填物料转移单b.在关键时刻,能及时找到所需工具华胤集团HUAYINGROUP职务说明书表单编号:第1版
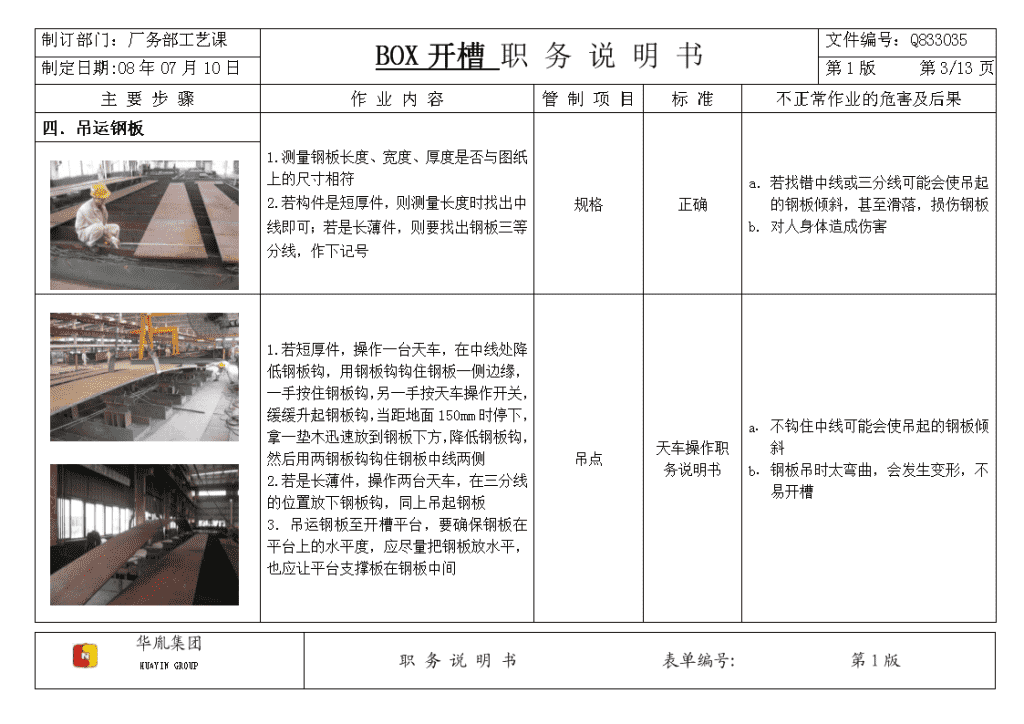
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第3/13页主要步骤作业内容管制项目标准不正常作业的危害及后果四.吊运钢板1.测量钢板长度、宽度、厚度是否与图纸上的尺寸相符2.若构件是短厚件,则测量长度时找出中线即可;若是长薄件,则要找出钢板三等分线,作下记号规格正确a.若找错中线或三分线可能会使吊起的钢板倾斜,甚至滑落,损伤钢板b.对人身体造成伤害1.若短厚件,操作一台天车,在中线处降低钢板钩,用钢板钩钩住钢板一侧边缘,一手按住钢板钩,另一手按天车操作开关,缓缓升起钢板钩,当距地面150mm时停下,拿一垫木迅速放到钢板下方,降低钢板钩,然后用两钢板钩钩住钢板中线两侧2.若是长薄件,操作两台天车,在三分线的位置放下钢板钩,同上吊起钢板3.吊运钢板至开槽平台,要确保钢板在平台上的水平度,应尽量把钢板放水平,也应让平台支撑板在钢板中间吊点天车操作职务说明书a.不钩住中线可能会使吊起的钢板倾斜b.钢板吊时太弯曲,会发生变形,不易开槽华胤集团HUAYINGROUP职务说明书表单编号:第1版
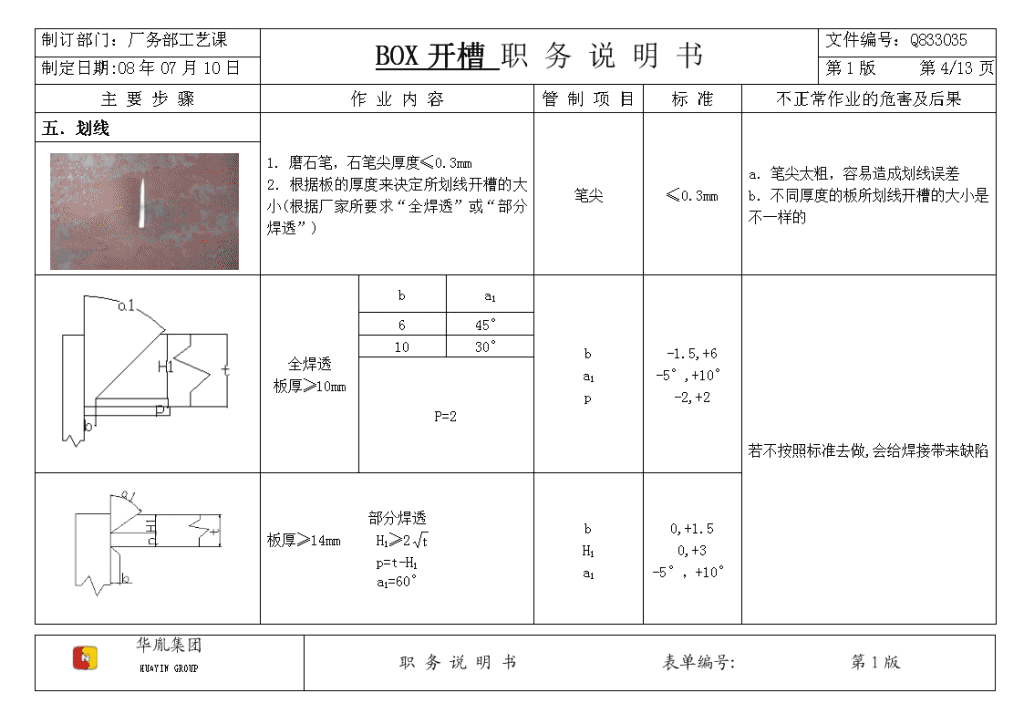
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第4/13页主要步骤作业内容管制项目标准不正常作业的危害及后果五.划线1.磨石笔,石笔尖厚度≤0.3mm2.根据板的厚度来决定所划线开槽的大小(根据厂家所要求“全焊透”或“部分焊透”)笔尖≤0.3mma.笔尖太粗,容易造成划线误差b.不同厚度的板所划线开槽的大小是不一样的全焊透板厚≥10mmba1ba1p-1.5,+6-5°,+10°-2,+2若不按照标准去做,会给焊接带来缺陷645°1030°P=2部分焊透板厚≥14mmH1≥2p=t-H1a1=60°bH1a10,+1.50,+3-5°,+10°华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第5/13页主要步骤作业内容管制项目标准不正常作业的危害及后果全焊透板厚≥10mmb=8H1=t-pp=2a1=30°bPa1-1.5,+6±1.5-5°,+10°若不按照标准去做,会给焊接带来缺陷部分焊透b=0板厚≥14mmH1≥2p=t-H1a1=60°bH1a10,+1.50,+3-5°,+10°1.相对钢板厚度,再根据上述公式来计算所开槽的角度与尺寸,计算完后开始划线2.若所要求的是全焊透,那么根据没开槽的一面开始划线,量取6mm后画“—”号,再量取相应的角度,沿着角度线划直线3.若所要求的是部分焊透,那么根据要开槽的一面开始划线,根据公式H1≥2计算出H1,用直尺量取H1后划“—”号,再量取角度为60°,沿着角度线划直线划线清晰划线错误,使所开槽不符合要求,会给后续工作带来不必要的麻烦华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第6/13页主要步骤作业内容管制项目标准不正常作业的危害及后果六.清理钢板表面用扫帚清理钢板上的杂物清理清洁钢板上有杂物,机台在上面行走不平,而产生切割缺陷七.检查机器设备1.取出切割机台2.接上氧气与丙烷气管接头3.检查各气管接头有无漏气气管接头正常a.若漏气,会影响切割压力b.可能会发生火灾,造成人体伤害和公司损失检查电源线的绝缘皮是否完好,若有破损的用胶带包好,若完好,则接上电源电源线正常若绝缘皮损坏,可能会导致触电和火灾华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第7/13页主要步骤作业内容管制项目标准不正常作业的危害及后果八.切割1.把机台放在钢板上方,使机台一边的两定位轮贴紧钢板一边2.把延伸平台调整好高度与钢板末端对接上定位轮贴紧钢板机台走偏,而产生切割缺陷把机台拉到钢板一边,同时使火嘴避开钢板机台至一端方便调节火嘴1.根据板厚选择割嘴2.关闭预热氧气、丙烷气开关,只打开切割氧气开关3.用先通针旋转先修正割嘴圆周,后修正切割氧孔割嘴气流畅通无污损a.不选择相应的割嘴会使切割产生缺陷b.不修正会使风线偏离中心,不利于切割或产生切割缺陷华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第8/13页主要步骤作业内容管制项目标准不正常作业的危害及后果把割嘴调到所需要的切割角度角度正确切割角度与要求不匹配1.关闭切割氧气2.打开一点丙烷气体与预热氧气,用燃烧的打火机或火柴逐渐靠近丙烷割嘴下方,丙烷被点燃后迅速离开点燃丙烷合适不开一点预热氧气,火焰会往上烧,可能会烧伤自己适当缓慢调节预热氧与丙烷旋钮开关,再打开切割氧开关调节预热氧适当若预热火焰能率太大会使切口上缘产生连续珠状钢粒甚至熔化成圆角,并增多工件表面粘附的熔渣华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第9/13页主要步骤作业内容管制项目标准不正常作业的危害及后果根据火焰情况再适当调节三个气体开关,直到犀利火焰(中性焰)调整犀利火焰切割氧气压力的大小依工件厚度而定,如太小则气割过程缓慢,在切口表面形成粘渣,甚至无法割穿,如太大则会使切口变宽,切口表面粗糙调节水平与上下方向旋钮,使风线对准加工线,(偏差为±0.5mm),并与钢板边相切偏差±0.5mm防止产生过大切割偏差调节切割机控制面板速度旋钮到合适值速度合适速度太慢会使切口上缘熔化,切口过宽,太快则会使后拖量增大,甚至切割不透华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第10/13页主要步骤作业内容管制项目标准不正常作业的危害及后果调节割嘴离工件表面的距离火焰焰心离工件表面距离2~4mm工件厚度较大时,割嘴与工件表面距离可适当增大些1.调节切割机运动方向2.操作切割机台,使割嘴逐渐靠近钢板,使风线与钢板边缘接触,大约预热30秒开动切割机台,当钢板下部射出金属火花时,说明钢板被切透,可继续切割否则退回继续预热后在切割预热30秒预热不彻底,易割不透切割开始后,注意观察割嘴与钢板间的距离、两边的切割角度与切割状态,并做微调切割状况切割规范如不按规范操作,易产生各种切割缺陷华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第11/13页主要步骤作业内容管制项目标准不正常作业的危害及后果1.切割完成后,依次关闭切割氧气气阀、丙烷气阀、预热氧气气阀开关、并将离合器转到“STOP”位置2.收起气管和电线,把切割机台放好设备依“7S”a.会造成安全隐患b.机台损坏用铲刀把留在钢板上的割渣去掉割渣无a.若不去除割渣,会影响后续工作的进行b.若不清除干净,焊接时会有气孔等缺陷九.自检检验切割外观品质,如:切割凹坑、切割粗糙度、割纹等外观品质切割凹坑≤1mm切割粗糙度≤0.5mm割道要美观a.凹坑太大,易使后面工序焊接时产生加渣,气孔的缺陷b.凹坑太大使打磨操作工的工作难度增大华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第12/13页主要步骤作业内容管制项目标准不正常作业的危害及后果十.标示对钢板进行标示,标示应该清楚可见,应用油漆笔在钢板的左上方开始写上作业人代号、材质号、构件号,炉批号、规格等标示标示顺序a.如果标示不按标准则使后序的工作不易辩识,导致误会材料,造成严重后果b.不标示造成今后对构件无法追溯十一.转移标示后对板条进行转移,将开槽后的钢板吊至下一工序废料堆放按规定堆放标示a.不按规定摆放,造成用料混乱b.“7S”不易保持十二.“7S”整理依“7S”的内容进行操作后整理:1.清扫地面割渣2.各辅具放在原先的位置“7S”整理所需物品摆放有序、整齐如不按照“7S”的内容进行操作则可能会给公司来不必要的损失a.工作不顺畅,经常需要找料b.摆放混乱,易有安全隐患c.乱放的板件易受损、变形,品质不良华胤集团HUAYINGROUP职务说明书表单编号:第1版
制订部门:厂务部工艺课BOX开槽职务说明书文件编号:Q833035制定日期:08年07月10日第1版第13/13页主要步骤作业内容管制项目标准不正常作业的危害及后果十三.填写日报表将所有完成之构件填写于日报表上(人员、时间、构件号、数量等)内容准确a.构件出货混乱导致多报或漏报b.给计件工资统计错误信息华胤集团HUAYINGROUP职务说明书表单编号:第1版
开槽切割工艺参数:板厚mm割嘴型号割嘴高度mm丙烷压力MPa氧气压力MPa切割速度mm/min6-912~40.030.6450-50010-1222~40.040.6420-46014-1622~40.040.7400-44018-2022~40.040.7350-38022-2422~40.040.7300-34025-3032~40.040.7250-28030-6532~40.050.8120-240'