

- 1.41 MB
- 2022-04-29 14:29:46 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'注塑技术学习资料
一、注塑原理介绍二、注塑生产基本要求三、注塑工艺需考虑因素四、影响注塑品质的因素五、常用塑料成型条件本资料主要内容:
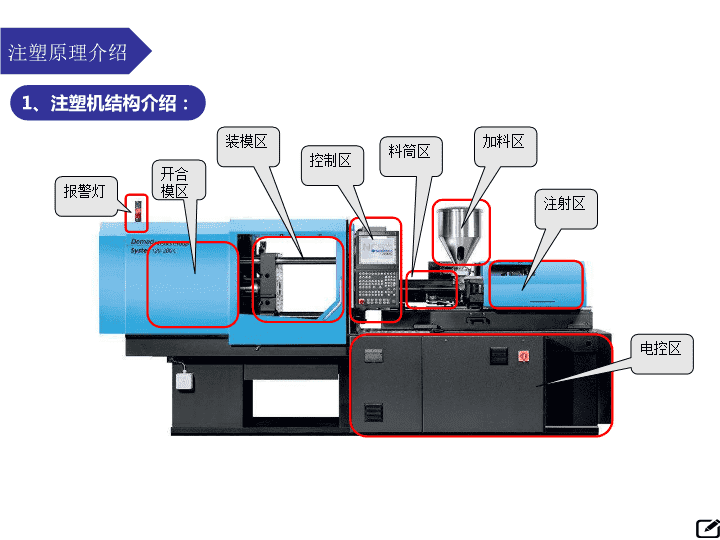
报警灯装模区控制区料筒区加料区注射区电控区开合模区注塑原理介绍1、注塑机结构介绍:
吸料机:将原材料运送至注塑机加料区。注塑原理介绍2、常用注塑辅助设备
拌料机:将原材料与添加剂搅拌均匀。注塑原理介绍2、常用注塑辅助设备
机边粉碎机:粉碎注塑刚生产的料柄或次品,粉碎后的塑料颗粒通过吸料机运送至注塑机加料区。注塑原理介绍2、常用注塑辅助设备
注塑机械手:代替注塑工实现取件或取料柄操作。注塑原理介绍2、常用注塑辅助设备
顶退合模注塑简单描述就是一个产品模型的空壳,通过注塑机料筒加热使塑料融化,再通过射出装置推动螺杆将融化的塑料射入模腔内,填满模腔,冷却定型后,开模,顶出成品的过程。涉及注塑的参数有:压力、速度、位置、时间、温度。射胶保压加料冷却开模顶出注塑原理介绍3、注塑原理介绍
注塑生产流程寻找作业指导书烘料准备寻找模具更换模具调出注塑程序清洗料管换型指令生产注塑检验1、注塑生产流程注塑生产基本要求检验入库
2.1检查电源、油路、是否正常,机器、模具(模具水路)冷却水是否接通;2.2开启注塑机电源、冷却水阀门,开启干燥机并确保干燥机工作正常;2.3进入手动状态开启加热开关先预热(加热开关灯亮);2.4检查安全门与行程开关是否有效,确保运动区没有危险情况;2.5检查保险杆离压块的距离(5-10mm为宜、立式机不需检查此项);2.6对需要润滑的地方加润滑油(包括模具);2.7料筒温度达到实际温度10分钟后开始启动马达(马达灯亮)预塑,再清洗料筒2次(空射胶);2.8开始投产前,确认产品质量符合要求后开始生产,操作要集中精神做到规范安全;2.9生产过程中要对每模产品进行自检(注塑缺陷、油污、灰尘等);2.10时刻注意产品不能压模,模腔内有异物时不能合模;2.11每隔8小时对导柱、导套、顶针导杆加润滑油,擦拭模具合模面;2.12及时加料,加料时确保料品种、颜色一样;2.13停机下班确保模内无水、无物,模具必须合在高压锁模前,座台后退,料筒内无余料;2.14隔天不生产保证模内无水,模腔内适量喷防锈剂;2.15注塑机电源、冷却水阀门关闭,做好现场5S。2、注塑生产安全规程注塑生产基本要求
3.1根据生产计划需求安装所需生产产品模具并调试好模具各动作,清理干净原料干燥机,加入生产产品所需原料,设定合适的干燥温度干燥原料;3.2设定注塑机合适的原料融化温度,温度设定根据原料融化范围,一般先设定中间值,再根据制品情况进行调试;3.3根据制品尺寸及原料特性调整适当的注塑压力、注塑速度、注塑时间、保压参数、冷却时间、注塑转换位置,一般设定为两段注塑,第一段注塑压力及速度值大一些,第二段注塑压力及速度值小一些,防止胀模或填充不满导致模具故障,再根据第一模制品的实际情况逐步修改相关参数;3.4根据制品重量预估注塑螺杆加料行程,一般先设定值大一点,后根据制品实际用量再调整;3.5原料干燥充分及相关参数设定完毕后,半自动生产,根据生产制品质量情况进一步调整各参数,每一次只改变一种参数,如同时更改几个参数,会混淆判断,比较每次参数的制品结果,取制品最佳那次的参数保存,下次生产该产品时直接调出程序生产就好。3、注塑调试基本流程注塑生产基本要求
1.1制品收缩有两种情况,一种是填充不够造成的收缩,解决方法是增加背压、保压时间来弥补,或增大模具进胶口;一种是冷却不足造成的变形收缩,解决方法是增加冷却时间,降低原料融化温度来解决。1.2注塑模具尺寸要考虑收缩率,对制品内径取最大收缩率值,外径取最小收缩率值,以留修模量。1、收缩性注塑工艺需考虑因素2、流动性2.1融化温度影响原料流动性,温度高,原料流动性好,温度低,则原料流动性差。2.2注塑压力影响原料流动性,压力大,原料流动性好,压力低,则原料流动性差。2.3模具因素影响原料流动性,模具流道大,原料流动性好,模具流道小,则原料流动性差;模具壁光洁度影响原料流动性,模具壁光滑,原料流动性好,模具壁粗糙,则原料流动性差;模具排气影响原料流动性,模具排气顺畅,原料流动性好,模具排气不良,则原料流动性差;模具温度影响原料流动性,模具温度高,原料流动性好,模具温度低,则原料流动性差。
3.1热敏性塑料指塑料对热较为敏感,在高温下受热时间较长或进料口截面过小,剪切作用大时,料温升高易发生变色、降解、分解的倾向,具有这种特性的塑料称为热敏性塑料。如聚甲醛(POM)、硬PVC、聚偏氯乙烯(PVDC)、醋酸乙烯(EVA),聚三氟乙烯(PCTFE)等。热敏性塑料分解产生的气体对人体、设备螺杆、模具型腔有刺激及腐蚀作用。因此生产热敏性塑料时,需严格控制融化温度,不要让塑料在机器螺杆内高温状态下存留时间长。3.2有的塑料即使只含少量水分,在高温高热、高压条件下会发生分解,这种特性称为易水解性(如PC料),对此种特性塑料必须干燥充分才能注塑生产。3、热敏性塑料及水解塑料注塑工艺需考虑因素
4.1有的塑料对应力敏感,成型时易产生内应力并出现脆裂现象,对此种特性塑料除了在原料内加添加剂提高抗裂性外,生产前应对原料进行充分干燥,设定合理的注塑参数,避免制品在冷脆时脱模产生脆裂风险。对模具需增大脱模斜度,提高模温,增大模具排气来预防制品内应力。制品成型后,禁止与化学溶剂接触。注塑工艺需考虑因素4、应力开裂5、吸湿性5.1塑料吸湿性分为塑料本体吸湿性及塑料添加剂吸湿性,如塑料或塑料添加剂内水分不干燥充分,在注塑时,水分变成气体或发生水解作用,使塑料产生气泡、流动性下降,造成制品外观及力学性能不良。所以吸湿性塑料必须干燥充分后注塑,且不宜暴露在空气中时间过长。
影响注塑品质的主要因素有:1、注塑机或注塑辅机方面因素;2、模具因素;3、原材料因素;4、人为因素;5、环境因素。处理注塑问题时,将以上5个因素逐一排除,问题自然就解决了,每解决一个问题最好做记录,以便下次出问题时方便快速解决问题。影响注塑品质的因素
常用塑料成型条件见下表:常用塑料成型条件原料名称融化温度模具温度干燥温度干燥时间备注PA6240~29080~10080~1004~6hPA66250~30080~9580~1004~6hPC260~29080~95100~1204~6hABS220~25050~8080~1001.5~3hPC+ABS240~28070~95100~1104~6hPP190~24040~7070~901~2h原料不用干燥PE170~23040~6060~801~2h原料不用干燥PVC150~19040~5060~701~2hPOM180~22060~8080~902~4hTPE210~24040~7080~904~6hPPS300~330100~150130~1502~3hPBT250~27060~80110~1203~5hPPO270~32060~80100~1202~4hPS180~23060~7070~801~2hEVA160~21025~40--无需干燥PET240~320110~130120~1303~6hPMMA180~23050~8080~904~5h
谢谢阅读!
第四章肺系疾病第五节反复呼吸道感染
第五节反复呼吸道感染概述:一、定义:感冒、扁桃体炎、支气管炎、肺炎等呼吸道感染性疾病是小儿常见病,若反复感染发病,单位时间内超过一定次数,即称为反复呼吸道感染。二、发病情况:①年龄:多见于6个月~6岁小儿,1~3岁幼儿更常见。②季节:以冬春气候变化剧烈时尤易反复不已,夏天有自然缓解的趋势,一般到学龄期前后明显好转。③预后:若反复呼吸道感染,治疗不当,容易发生咳喘、水肿、痹证等病证,严重影响小儿的生长发育与身心健康。三、讨论范围:近似古籍中的虚人感冒、体虚感冒。四、中医优势。
第五节反复呼吸道感染【病因病机】1.禀赋不足,体质柔弱--不耐邪侵,一感即病(先天,肾虚骨弱)。2.喂养不当,调护失宜--脾胃化生乏源,脏腑功能失健,脾肺气虚,易遭外邪侵袭。(后天喂养,肺脾两虚)3.少见风日,不耐风寒--不耐风寒,一感即病,病后易传变(后天活动,肌肤柔弱)。4.用药不当,损伤正气--正不胜邪,反复感邪不已(营卫失和)。5.正虚邪伏,遇感乃发--(伏邪为病)总之,小儿反复呼吸道感染多因正气不足,卫外不固而造成。
第五节反复呼吸道感染【临床诊断】诊断要点:(1)感染频率<2岁小儿,10次以上,其中(下)3次以上;3~5岁小儿,8次以上,其中(下)2次以上;6~12岁小儿,7次以上,其中(下)2次以上。(2)间隔时间:上呼吸道感染第2次距第1次至少要间隔7天以上。
第五节反复呼吸道感染【辨证论治】一、辨证要点:重在察邪正消长变化感染期邪实为主—辨病邪、辨兼证;迁延期正虚邪恋—辨恋邪,辨脏腑;恢复期则以正虚为主—关键在正虚,辨脏腑。二、治疗原则:本节所述,以恢复期治疗为主,此时要抓住补益的时机,使“正气存内,邪不可干”,以达到减轻减少发作的效果。
第五节反复呼吸道感染三、证治分类1、营卫失和,邪毒留恋辨证--肺卫虚弱或治疗不当(过汗)+平时汗出多而不温,+邪毒留恋的表现(咽红扁桃体肿大不消,或肺炎喘嗽久不康复等)。治法--扶正固表,调和营卫。方药--黄芪桂枝五物汤加减(防感合剂)。
第五节反复呼吸道感染2、肺脾两虚,气血不足辨证—后天失调,喂养不当+肺虚(屡受外邪,咳喘迁延,多汗)脾虚(面黄少华,肌肉松弛,厌食便溏)。治法--健脾益气,补肺固表。方药--玉屏风散加味(抗感至宝合剂)。
第五节反复呼吸道感染3、肾虚骨弱,精血失充证候—先天禀赋不足或后于日照不足+生长发育迟缓,五迟证候。治法--补肾壮骨,填阴温阳。方药--补肾地黄丸加味。
第五节反复呼吸道感染其他疗法:一、中药成药:黄芪颗粒、玉屏风口服液、童康片、百令胶囊、还尔金(槐杞黄)颗粒等。二、针灸疗法:耳压法、捏脊、针四缝
第五节反复呼吸道感染三、西医治疗:1、维生素治疗:对于维生素缺乏症者,及时补充维生素A、D、C、B2、B6、E。2、微量元素治疗:对于伴有微量元素缺乏症者,应定时给于锌、铁、铜、锰等治疗。注意用药时间不宜过长。3、免疫调节剂:对于患有免疫缺陷或免疫功能低下者,应给予免疫调节剂。常用的药物有胸腺肽、重组细胞因子及细胞因子诱生剂(干扰素)、左旋咪唑、转移因子、丙种球蛋白、泛福素等。'
您可能关注的文档
- 最新泌尿腔镜技术及其课件PPT.ppt
- 最新泌尿系统解剖冼炜斌课件PPT.ppt
- 最新泌尿系统症状和检查课件PPT.ppt
- 最新泌尿系统疾病的饮食建议课件PPT.ppt
- 最新法务手册培训课件课件PPT.ppt
- 最新泡沫硬化治疗(1)课件PPT.ppt
- 最新波意耳定律-导学案课件PPT.ppt
- 最新注会-第二章-个人独资企业和合伙企业法律制度课件PPT.ppt
- 最新注塑模具分类与结构课件PPT.ppt
- 最新注射用头孢替唑钠课件PPT.ppt
- 最新注意力训练第三课时课件PPT.ppt
- 最新注意力缺陷过动症学生的认识与辅导课件PPT.ppt
- 最新泵的串并联课件PPT.ppt
- 最新洋思——先学后教,当堂练习教授教化法的操纵方法课件PPT.ppt
- 最新洗澡课件课件PPT.ppt
- 最新洗衣机的发展历程.课件PPT.ppt
- 最新活动手册听力练习课件PPT.ppt
- 最新活存的乳酸菌益生菌配方- 耐酸性研究競品比較益生菌配方课件PPT.ppt