

- 961.50 KB
- 2022-04-29 14:35:16 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'主要内容:来源:切削热的产生与传导;特点:刀具与工件上的温度分布;影响切削温度的因素;切削温度对工件和刀具的影响。切削热与切削温度
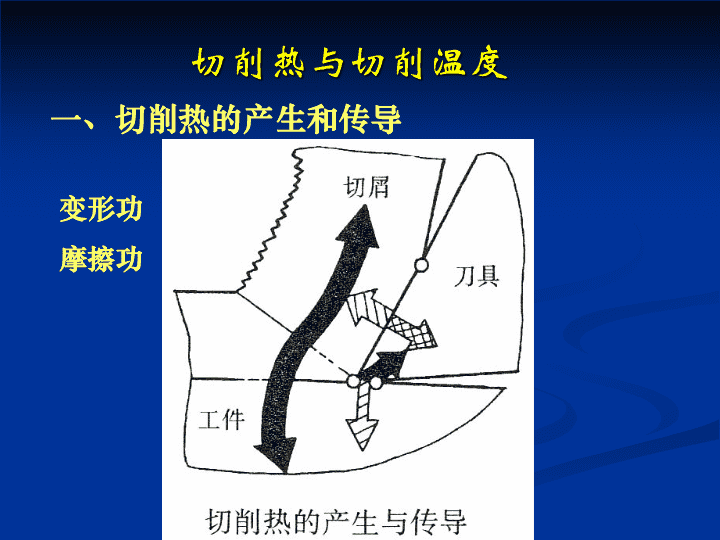
一、切削热的产生和传导变形功摩擦功切削热与切削温度
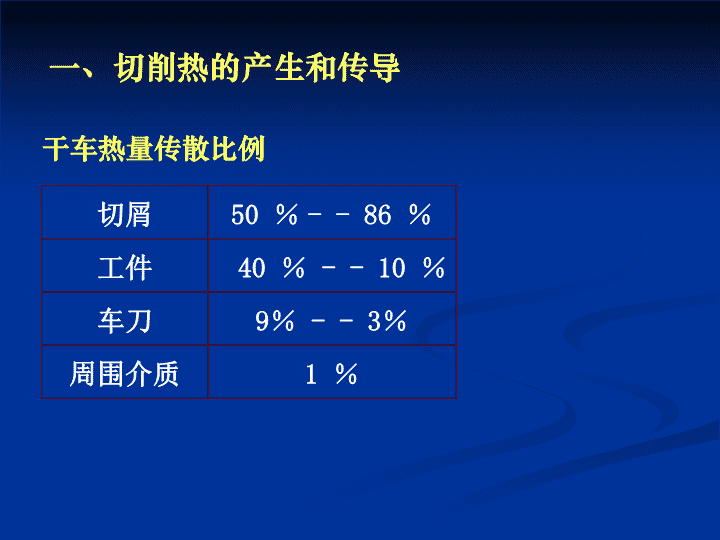
一、切削热的产生和传导切屑50%--86%工件40%--10%车刀9%--3%周围介质1%干车热量传散比例
一、切削热的产生和传导45钢,YT15,ap=0.8mm,f=0.12mm/r,vc=400~800m/min
二、温度分布(温度场)低碳钢;γ=30度,α=7度;Vc=22.8m/minap=0.6mm;干切削。切削温度:一般指切屑、工件与刀具接触表面上的平均温度。
二、温度分布(温度场)
(1)切削用量的影响----切削速度三、影响切削温度的主要因素随着Vc的提高,金属塑变产生的热量来不及传到工件与刀具就被切屑带走了,因此Vc提高1倍,切削温度仅增加20~33%。
(1)切削用量的影响----进给量f三、影响切削温度的主要因素f增大,使切屑的平均变形减少,切屑与前刀面的接触区长度增加,改善了散热条件。因此,f提高一倍,切削温度仅提高10%。
(1)切削用量的影响----背吃刀量ap三、影响切削温度的主要因素ap增大,产生的热量成倍增加。但是刀刃的工作长度也增加一倍,大大改善了散热条件。因此,ap提高一倍,切削温度仅提高3%。
(1)切削用量的影响三、影响切削温度的主要因素高速钢刀具硬质合金刀具
切削用量三要素对切削温度的影响vc>f>ap,这与它们对切削力的影响情况正好相反。在控制切削温度的前提下提高加工效率,应在机床允许的条件下,选用比较大的背吃刀量ap和进给量f,这比选用大的切削速度vc更为有利。(1)切削用量的影响三、影响切削温度的主要因素
(2)刀具几何参数的影响----前角三、影响切削温度的主要因素
(2)刀具几何参数的影响----主偏角三、影响切削温度的主要因素
三、影响切削温度的主要因素(3)工件材料的影响
合金钢的强度普遍高于45号钢,而导热系数又低于45号钢,所以合金钢的切削温度要高于45号钢的切削温度。三、影响切削温度的主要因素(3)工件材料的影响
不锈钢1Cr18Ni9Ti和高温合金GH131不但导热系数低,而且在高温下仍能保持较高的强度和硬度。三、影响切削温度的主要因素(3)工件材料的影响
刀具磨损后,切削刃变钝,刃区前方的挤压作用增大,使切削区的金属的塑性变形增加。同时,磨损后的刀具后角变成零度,使工件与刀具的摩擦加大,两者均使切削热的产生增加。三、影响切削温度的主要因素(4)刀具磨损的影响
三、影响切削温度的主要因素(5)切削液的影响切削液对降低切削温度、减少刀具磨损和提高已加工表面质量有明显的效果。
问题:看图说明前角和主偏角对T的影响
1.切削温度对工件材料强度和切削力的影响四、切削温度对工件、刀具和切削过程的影响2.切削温度对刀具材料的影响3.切削温度对工件尺寸精度的影响4.利用切削温度自动控制切削速度和进给量5.利用切削温度与切削力控制刀具磨损'
您可能关注的文档
- 油藏流体的物理性质教学课件PPT
- 质量成本管理教学课件PPT
- 《扇形统计图》课件PPT
- 流体输送机器教学课件PPT
- 配气机构课件PPT
- 测量用互感器教学课件PPT
- 海上货物运输教学课件PPT船舶强度
- 《汉语拼音1_a_o_e》教学课件PPT课件1
- 海洋运输货物保险教学课件PPT
- 平移和旋转课件PPT下载1_北师大版三年级数学下册课件
- 液压传动系统教学课件PPT
- 西方工业与发展史西方古典主义时期的艺术设计教学课件PPT
- 金融工程教学课件PPT金融工具
- 金融市场交易机制教学课件PPT
- 金融期权与实物期权教学课件PPT
- 《杨氏之子》课件PPT
- 混凝土制备与运输教学课件PPT
- 触发器与时序逻辑电路教学课件PPT