

- 3.39 MB
- 2022-04-29 14:20:24 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'31910电阻焊教程
电阻焊原理及优缺点电阻点焊电阻缝焊电阻凸焊电阻对焊闪光对焊电阻焊的检验
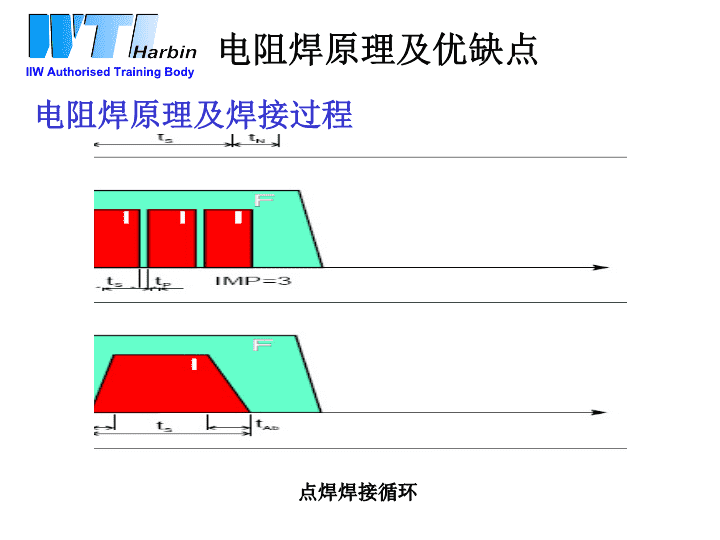
电阻焊原理及优缺点点焊焊接循环电阻焊原理及焊接过程
典型电阻点焊的典型接头
点焊分类:1)按对焊件供电的方式可分为单面点焊、双面点焊、间接点焊2)按一次形成的电流波形可分为工频点焊、电容储能点焊、直流冲击波点焊、三相低频点焊和次级整流点焊
双面点焊a)单点点焊b)三板点焊c)双面双点焊d)带平衡器的双面点焊
单面点焊a)使用高导电性底板的双点焊b)多点焊
单面点焊用于钢、镍合金、钛合金组合件上,电极这面焊件厚度一般为0.1~3mm,另一面焊件厚度在8mm以下。与双面点焊相比,单面点焊的规范特点是采用较软的规范,但电极压力却应适当提高并选用球面形电极头。
电阻点焊设备
点焊电极电极的构造
点焊电极的主要功能向工件传导电流;向工件传递压力;迅速导散焊接区的热量电极分为1、2、3类。
点焊电阻REL―电极电阻RB―工件电阻REB―工件与电极接触电阻RBB―工件与工件接触电阻
影响接触电阻的主要因素:1)表面状态2)电极压力3)加热温度
总的电阻分配情况REL仅受板厚和电极工作面大小的影响。RB取决于电极的长度,断面以及材料。
电阻焊热源焊接区的总析热量Q=I2Rt式中I――焊接电流的有效值R――焊接区总电阻的平均值t――通过焊接电流的时间—输入热能—焊接电流—总电阻—焊接时间—散失热量—通过电极传导散失的热量—通过工件传导散失的热量—通过幅射散失的热量—作用热:用于焊接—热作用系数
加热温度(ΔT)ΔT=式中m――加热区的质量[kg]C――工件的加热系数
碳钢电阻焊控制参数电阻焊参数
碳钢脉冲电阻焊控制参数
不锈钢脉冲电阻焊控制参数
几种材料的点焊控制参数1)当焊较厚钢板,而点焊机无压力程序控制时,为避免焊点出现缩孔和气孔,此时应正确确定脉冲次数,通电和间歇时间以准确控制热输入量,在焊接高碳钢或高合金钢时,多脉冲焊可避免过热和裂纹的形成。2)在焊接高碳和高合金钢时,为避免过热和裂纹,可使用多脉冲电阻点焊。
不同点焊电流波形
点焊过程中的缺欠熔核、焊缝尺寸缺欠:未焊透或熔核尺寸小、焊透率过大、重迭量不够(缝焊)。内部缺欠:裂纹、缩松、缩孔,核心偏移,结合线伸入,板缝间有金属溢出(内部喷溅),脆性接头,熔核成分宏观偏析(旋流),环形层状花纹(洋葱环),气孔,胡须。外部缺陷:焊点压痕过深及表面过热,表面局部烧穿、溢出、表面喷溅,表面压痕形状及波纹度不均匀(缝焊),焊点表面环形裂纹,焊点表面粘损,焊点表面发黑、包覆层破坏,接头边缘压溃或开裂,焊点脱开。
点焊质量影响因素电极压力焊接电流电流密度焊接时间电极形状及材料性能其它:表面状态
点焊时的分流点焊分流的影响因素1)焊点距的影响连续点焊时,点距越小,板材越厚,分流越大。如果所焊材料是导电性良好的轻合金,分流更严重。
2)焊接顺序的影响已焊点分布在两侧时,两侧分流比仅在一侧是分流要大。焊接顺序对分流的影响(分流率c)>b)>a))
3)焊件表面状态的影响表面处理不良时,油污和氧化膜使接触电阻增大,因而导致焊接区总电阻增大,分路电阻相对减小,结果使分流增大。4)电极与工件的非焊接区相接触,引起分流有时不仅很大,而且易烧坏工件。
5)焊件装配不良或装配过紧由于非焊接部位的过分紧密接触引起较大分流。6)单面点焊工艺特点的影响当两焊件为相同板厚时,因分路阻抗小于焊接阻抗,此时分流将大于焊接处通过的电流。7)不同厚度单面点焊焊件位置的影响
分流的不良影响1)焊点强度降低2)单面点焊产生局部接触表面过热和喷溅消除和减少分流的措施1)选择合理的焊点距2)严格清理被焊工件表面3)注意结构设计的合理性4)对开敞性的焊件,应采用专用电极和电极握杆5)连续点焊时,可适当提高焊接电流。对于不锈钢和耐热合金增大5~10%;对于铝合金增大10~20%6)单面多点焊时,采用调幅焊接电流波形
不同厚度和不同材料点焊时的分流及问题通常条件下,不同厚度和不同材料、点焊时,熔核不以贴合面为对称,而向厚板或导电、导热性差的焊件中偏移,其结果使其在贴合面上的尺寸小于该熔核直径。同时,也使其在薄件或导电、导热性好的焊件中焊透率小于规定数值,这均使焊点承载能力降低。偏移的原因:使焊接区在加热过程中两焊件析热和散热均不相等所致。偏移方向自然向着析热多、散热缓慢的一方偏移。
克服熔核偏移的措施采用硬规范采用不同的电极a)采用不同直径的电极b)采用不同材料的电极c)使用特殊电极在薄件(或导电、导热性好的焊件)上附加工艺垫片焊前在薄件或厚件上预先加工出凸点或凸缘
缝焊,22,RR缝焊的分流现象比点焊严重,因此,在焊接同样厚度的焊件时,焊接电流为点焊的1.5~2倍。缝焊主要适用于焊接厚度3mm以下、要求密封性的容器和管道等。按滚盘滚动与馈电方式分,缝焊可分为连续缝焊、断续缝焊和步进缝焊。缝焊的种类
缝焊设备
缝焊接头形式
凸焊,23,RB凸焊分为:单点凸焊、多点凸焊,环焊,T形焊,滚凸焊,线材交叉焊。适用范围:碳钢、合金钢、单个板厚1-3.5mm(圆球凸焊)单个板厚2.5-8mm(圆锥凸焊)
缝焊设备
凸焊形状图示可同时焊凸点球状可约为50个环状通常1个长条状通常1个缝焊焊点形式
圆凸点(冲压成型)t=1至3.5mm好的刚性适宜的生产造价最经常使用的型式圆凸点(车削或锻造)t=2.5至8mm较大刚性生产造价高
圆凸点(铲制)t=2.5至8mm同(2),另外易击现相邻之间的“饱合”在变载荷作用下有较合适的性能条形凸点(冲压)t=1至3.5mm同(2;)另外对应相同高度圆凸点,具有较大的凸点横截面
环型压槽凸点(冲压)t=0.5至1mm薄板时有较大的刚度适合于铝板的焊接堆积凸部t=3至8mm最小的钢性生产成本低高度公差很难保证
在双平面各一个凸点,双平面同时焊接不适合,凸点在较薄的板上,不足以承受加热板的热量
适合,凸点在较厚的板上交叉丝的焊接,丝的型状可以当作是凸点。比如用于建筑钢网的焊接圈孔上的环形压槽焊接三材料的焊接当没有凸点时,丝放在两个板之间
压力对焊,25,RPS只适于焊接截面形状简单、直径小于20mm和强度要求不高的焊件。
闪光对焊,24,RA其焊接质量较高,常用于焊接重要零件;可进行同种和异种金属焊接;可焊接直径大或小的焊件。
电阻焊接头检验
剪拉试验1)仅剪拉带对拉的剪拉试验×××—拉伸试验———×缺口冲击试验———×折曲试验———×弯曲角度———×艾氏深冲试验———××检验1)DVS—规程2916—不检验2)DIN/ISO50124※用于带钢和板3)DIN/ISO501644)DVS2922
非破坏性检验点焊缝焊凸焊对焊射线检验———X超声波检验———(X)脱脂,(仅用于表面裂纹)XXXX金相检验点焊缝焊凸焊对焊宏观检验XXXX微观接头试验XXXX硬度检验XXXXX:检验(X):有条件检验—:不检验各种电阻焊方法适用的检验
小结电阻焊特点及原理点焊焊点质量影响因素点焊分流其它电阻焊方法电阻焊检验
坐井观天人教新课标二年级语文上册
小鸟青蛙朋友坐井观天看见井沿抬头无边无际相信
正确、流利地朗读课文,找出小鸟和青蛙的三次对话,想想小鸟和青蛙为什么看法会不一样。
学了这篇课文,你能说说“坐井观天”的含义吗?从中你学到了什么?你觉得自己有像青蛙的地方吗?想一想。
小组合作,续编第四次对话:如果青蛙真的跳出井口,它会看到什么,会说些什么?全班交流。'
您可能关注的文档
- 最新3.OTN保护原理课件PPT.ppt
- 最新3.dzj.清热剂课件PPT.ppt
- 最新3.7土壤(1)课件PPT.ppt
- 最新3.《蜡烛》剖析课件PPT.ppt
- 最新3.江南-课件课件PPT.ppt
- 最新3.早癌筛查及内镜诊治进展-Rev1.2修改后课件PPT.ppt
- 最新3.模块二-项目三--超额预订控制课件PPT.ppt
- 最新30.3由不共线三点的坐标确定二次函数课件PPT.ppt
- 最新3.高速铁路车站布置与技术设备课件PPT.ppt
- 最新31.《飞向蓝天的恐龙》课件PPT.ppt
- 最新31磁现象和磁场共26张PPT解析课件PPT.ppt
- 最新31探究动能变化跟做功的关系课件PPT.ppt
- 最新31我们周围的磁现象选修31解析课件PPT.ppt
- 最新3208探头模块接线课件PPT.ppt
- 最新31磁现象和磁场课件新人教版选修31解读课件PPT.ppt
- 最新32一元二次不等式及其解法课件PPT.ppt
- 最新32频数分布直方图浙教版课件课件PPT.ppt
- 最新33三相负载的三角形联结要点课件PPT.ppt