

- 3.27 MB
- 2022-04-29 14:28:11 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'DISCO切割机培训资料汇总
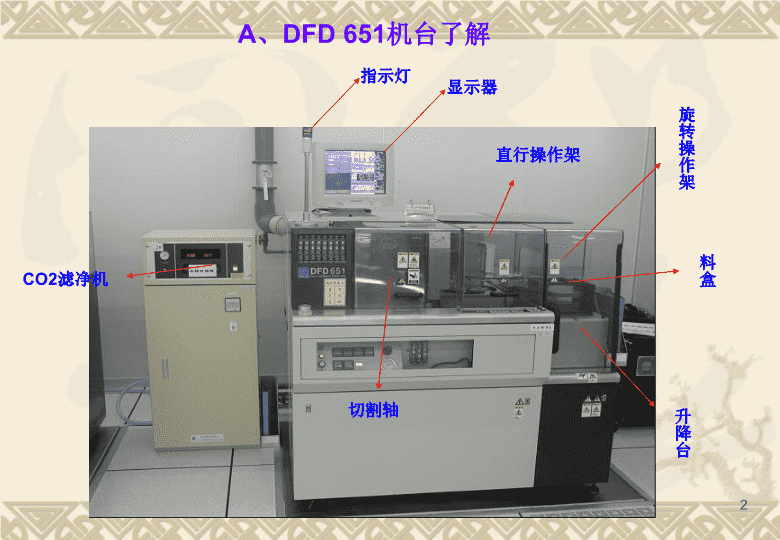
A、DFD651机台了解CO2滤净机显示器指示灯升降台料盒切割轴直行操作架旋转操作架2
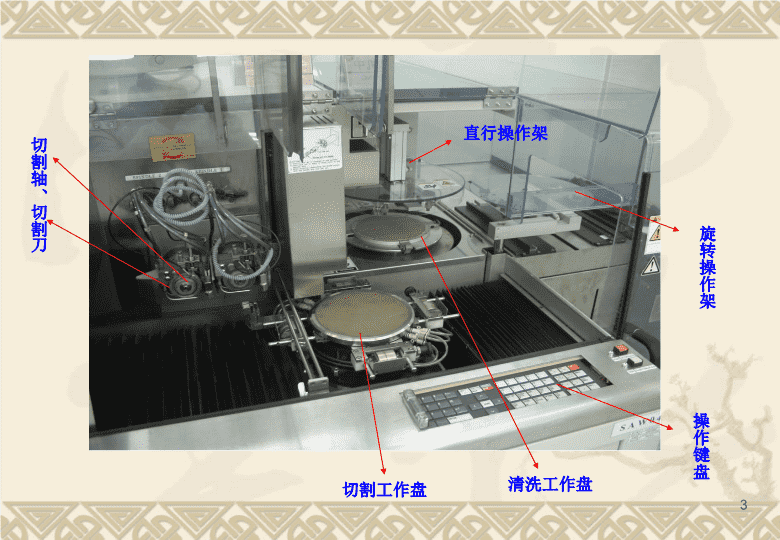
切割工作盘清洗工作盘旋转操作架直行操作架切割轴、切割刀操作键盘3
B、键盘讲解:SETUP:测高快捷键DEVICEDATA:调出参数快捷键AUX:不用NEWCST:按下后使料盒从第一个第一格开始取料S/TVAC:清洗盘真空压力开/关SYSINIT:系统初始化CUTWATER:切割水开/关SPNDL:转轴开/关C/TVAC:切割盘真空压力开/关ZEM:转轴紧急抬起按钮INDEX:索引SCRINDEX:SCR索引SHIFT:键盘切换7
C、日常操作:开机;系统初始化(快捷键SYSINIT)确认刀片型号及使用寿命未到极限(F5.6)测高(F5.3.1or快捷键SETUP→F3)刀片基准线校准(F5.5)确认生产型号(F4)贴片(使用晶圆贴片机)单品种全自动切割(F1→快捷键NEWCST→START)首件检查(使用工具显微镜)目检(使用普通显微镜)机器维护:换刀(在F5.1菜单下更换)机器异常情况处理8
晶圆贴片步骤1、准备工作打开离子风扇准备擦净的铁圈若干有效距离60cm9
2、用气枪吹净机器表面3、用沾酒精的无尘布擦拭机器表面及滚筒贴片10
4、取一盒晶圆,先从外部观察晶圆有无破损,若有,通知工程师处理;然后打开,再确认有无破片贴片11
5、双手小心取出一片晶圆6、将其小心放置在工作盘上,先将晶圆底部靠近工作盘的底线,慢慢放下晶圆,左手不放开,用右手打开真空开关贴片12
7、放上铁圈,两个卡口卡住工作盘上的两个突出点8、拉出胶布,先松开,让前部贴住贴片机的前部;再拉紧胶布,贴住贴片机后部贴片13
9、用滚筒压过胶布10、看胶布与晶圆间有无气泡,若有超过0.5mm的气泡,将其UV照射后重新再贴贴片14
11、盖上滚筒,用滚刀刮断胶布12、按住铁圈,小心撕开胶布贴片15
13、将贴好的晶圆拿下,用双手将其放进料盒注意:料盒不可以重叠放置贴片16
贴片的注意事项1.贴片时除小手指外,其余四个手指均需要戴指套.2.贴片时要让晶圆的切线边与贴台切线边重合.以保证不让晶元贴偏.3.晶元承载台不可以用锐利的物品碰触,防止划伤晶圆承载台.4.贴片时不可以使滚筒滚动太快,且不可用力过大导致压伤或压迫晶元.5.不使用贴片机时最好把盖子盖上.防止异物掉落到晶圆的承载盘上.17
UV照射按住锁定按钮向后推开盖子将须照射的工件表面朝上放入照射室按START进行照射18
首件检查:将要检查之晶圆放置工具显微镜平台上。使用物镜倍率50倍检视,并调整焦距至清楚为止。将平台移到屏幕显示晶圆最左边的短边切割道。按照首检规格依次检查,并记录数值于割片外观检查表用黑色抗静电镊子,夹起1颗晶片,将晶片电路朝向自己,调整晶片水平,量测晶片两侧垂直面,不可大于5μm,结果记录于割片外观检查表垂直面量测完毕后,再检查晶片底部(背面),崩碎范围不可大于100μm,结果记录于割片外观检查表。19
切割第一片及每切割5片必须抽检1片,检验项目有垂直度、L型至刀痕距离、及背崩检查,每片必须检查4个Chip以上E、侧面图(背崩)D≦100μm底边<5μmC/D、侧面图(垂直面)特例:T3、4B4D的背崩范围不可大于50μm首件检查20
目检方法:每片切割完毕之晶圆,必须全部检查。将切割完成之晶圆,放置在显微镜平台上。调整至最大倍率。调整焦距至眼睛可看清楚。移动晶圆至短边切割道,检查短边崩碎范围是否影响至晶片,若崩碎至晶片,则以黑色油性签字笔在晶片中央点个黑点。再调整显微镜倍率为30倍。调整焦距到眼睛可看清楚。再移动晶圆至最左边,检查长边切割道崩碎范围是否影响至晶片及晶片上是否刮伤电路,或晶片上有任何异状,若有以上情况,必须以黑色油性签字笔点在晶片中央。检查后,须将以上黑点数量、刮伤数量、其它不良记录于晶圆切割站目检状况记录表。若黑点数量超过30颗,必须马上通知领班或设备工程师处理21
1、点黑点时,手不允许碰到晶圆a.目检晶圆四周,检查切割痕,看有无未切穿的现象,若有,则尽快通知工程师修机2、切割道崩坏超过保护边的就必须当作不良点上黑点3、目检步骤:b.目检短边切割道,看有无崩坏到保护边的现象,若有,则点上黑点目视检查22
压伤不良图片崩巴不良图片刮伤不良图片铝电极c.目检长边切割道,看有无崩坏到保护边或晶片表面刮伤的现象,若有,则点上黑点d.对于大面积的刮伤,可利用显微镜的斜光看出e.晶圆切割当班工程师须对已目检晶圆进行随机抽检,抽检比率应大于5%,并做相应的记录,对出现问题超过2次(包括2次)的员工提报给当班制造线长目视检查23
换刀步骤1、当屏幕右下角的刀数到预定的刀片使用寿命时即须换刀目前使用切割刀的估计寿命如下:27HEEE2:12000刀27HCEF1:12000刀27HCEE:12000刀27HCCE:6500刀27HCCB:6500刀27HCCE:6500刀2、当刀片磨损量到达刀刃极限时也须换刀(在正常切割画面下按F3,进入刀片状态信息)24
3、在主目录下按F5(刀片参数维护),再按F1(刀片更换)进入更换刀片画面4、打开保护盖,先擦净压克力板以及各管路警告:因在此目录下按SPINDL,转轴不会转,所以尽量在此目录下更换,以免意外发生!换刀25
5、拧开螺丝,拿掉WHEELCOVER,将刀片破损检测敏感器旋至最上6、将扭力扳手调至350CN.M换刀26
7、用扭力扳手顺时针旋开卡紧螺丝8、小心取下刀片,并放入盒内换刀27
9、退出刀片更换画面,再按F2进入刀片检出装置调整画面,将刀片破损检出敏感器取下,用沾水的棉棒将其擦拭,使屏幕显示为100%10、用沾水的无尘纸擦拭转轴换刀28
11、小心取出新刀片12、将新刀片小心装上转轴,并将卡紧螺丝用扭力扳手逆时针方向旋紧,装上WHEELCOVER;调节刀片破损装置使其敏感度在10%左右换刀29
13、盖上保护盖,进入F1更换刀片画面,确认刀片类型、刀片状态等参数后,按ENTER更新刀片参数;再到F6刀片状况资料里将对应的刀片刀数清零14、退到主画面,按F4选择磨刀程序MNT(Z1/Z2/Z1Z2)按F1进入全自动切割,进行磨刀换刀30
D、菜单讲解:F1:单品种全自动切割按下此键后,系统进入单品种全自动切割准备状态,再按下快捷键NEWCST、START,机器将按F4菜单中设置的程序进行单品种全自动切割F2:多品种全自动切割跟F1相类似,只是F1切割过程中程序不变,而在F2中,可以设定料盒中有不同的产品,不须中途全自动结束更改程序(例如:EAGLE的CCD与TG可以放在同一个料盒中切割)31
F3:手动操作F3.1进料:进行刀片基准线校准或其他机器维护时需要先进料至工作盘F3.2影像教读F3.3校准F3.4自动切割F3.5半自动切割:通常在此程序下切不整片的晶圆F3.6将晶片移至清洗盘F3.7清洗F3.8出料F3.9外形识别F3.10执行程序控制表(切割除外):将F3.2影像教读自动进行一遍,但不进行切割32
F4:型号目录(有关切割参数的设定)F5:刀片参数维护F1刀片更换:进入此程序后,切割轴和切割水自动关闭,以便进行更换刀片的工作。当然也可以按下快捷键SPNDL和CUTWATER来关闭切割轴和切割水后进行更换,不过没有前一种方法安全,因为前一种情况下如果按下SPNDL后转轴不会转,后者则不然F2刀片破损装置检测:在此程序下擦干净刀片破损装置检测敏感器,然后按规定调整敏感器F3测高方式:包含非接触、工作盘校准、敏感器校准测高F5刀片基准线校准:每天切割前的准备工作,建议每次换刀后都做一遍,可以提升切割品质F6刀片状况资料:每天开机后或切割前必须进入确认刀片未到极限寿命后方可进行切割F7测高参数F8敏感器清洗33
系统初始化选取F3-F5半自动切割非接触测高手动校准CH1面对焦调节θ角(水平)找到第一个需要切割的切割道并对齐按START开始切割并立即暂停切割另外一面(CH2)进料检查切割位置,确定OK后继续切割选择向前或向后手动切割34
E、具体操作要领一、常见异常报警的处理1、切痕检查:偏离中心*消除警报*确认警报原因为切割位置偏移OR基准线偏移*若是基准线偏移,则利用Y方向键调节基准线中心对准切割痕中心*按F5键基准线调整*利用F4刀痕参数中的F5刀痕检查,检查以上调整的位置,检查后会自动调整误差,并显示于屏幕*检查确认无误后方可继续切割35
2、目标没有寻到*消除警报*按F4继续切割,但切割一刀后马上停止*利用F4刀痕参数中的F5刀痕检查,确认基准线中心与切割痕中心对齐*确认无误后方可继续切割异常处理36
3、切痕检查:切割位置偏移*消除警报*利用Y键调节到正确的切割位置*按F10键切割位置调整*按START再切割一刀*利用F4刀痕参数中的F5刀痕检查*确认无误后方可继续切割异常处理37
4、切痕检查:太宽*消除警报*按F3进入暂停修正状态*利用F4刀痕参数中的F5刀痕检查,确认WIDTH数据,若太大,则须换刀异常处理38
5、切痕检查:大宽(基准线中心到崩碎位置)*消除警报*检视画面中的崩碎面积是否过大,不可超过2500PIXELS*若超过,则按F9预切激活,降低切割速度后再切割异常处理39
6、Z1、Z2轴测高错误*消除警报*关闭切割轴和切割水*打开外盖,先检查切割刀是否真的损耗异常或破损*再用海绵棒擦拭非接触SENSOR两面,确保其在绿色范围内*关闭外盖,重新测高异常处理40
7、C/T真空压力不足消除警报。按SPNDL键及CUTWATER键,停止切割轴和纯水的运转。打开外盖。检查chucktable(工作盘)上是否有异物,或U.V贴布上有破洞。工作盘上有异物时,先按F1键--全自动停止的功能键后,选择功能中的F1键--全自动停止,等待旋转轴上的晶圆退出至料箱(cassette)内,再按F2键--切割停止,将正在切割的晶圆退出。清洁贴布背面及工作盘上的异物。清洁干净后,按F3键--手动操作,以半自动切割将为切完的部分,切割完成。(半自动切割必须先切割CH1短边,避免水平校准的偏移。)异常处理41
F、其他注意事项刀具讲解:NBC-ZH204027HCCC集中度钻粒尺寸BODER的材质(较硬)刀刃长度刀痕宽度刀片外径刀刃长度:C:0.64~0.76MM、E:0.89~1.02MM刀痕宽度:B:20~25um、C:25~30um、E:35~40um、F:40~50um刀具直径:27H:外55.56内19.05、35H外76.20内31.75钻粒尺寸(微米):B:1/2~3、C:2~4、D:2~6、E:4~6、F:4~8急停、停电或者其他异常原因导致工作过程中切割终止,务必不要将产品从工作盘上拿开!42
1、切割设备必须接地并与其他工作桌隔离2、不可接触作业中的任何危险机构3、当保护盖打开时请不要操作设备4、当刀片在运转中请不要将保护盖移除5、当检查或更换刀片时请将转轴停止6、未盖上保护盖时请不要激活转轴7、进行接触式的测高前请先以气枪吹干工作盘上的水与粉末安全教育43
切割机的保养1.一般保养(日常保养):(1)点检切割水的水温,冷却水的水温,以及水压是否正常.(2)点检切割水的阻抗值是否在规格范围之內.(3)点检气压是否在规格范围之內.(4)作測高SENSOR的清洁.(5)每日的5S.44
Thankyou!45
人有了知识,就会具备各种分析能力,明辨是非的能力。所以我们要勤恳读书,广泛阅读,古人说“书中自有黄金屋。”通过阅读科技书籍,我们能丰富知识,培养逻辑思维能力;通过阅读文学作品,我们能提高文学鉴赏水平,培养文学情趣;通过阅读报刊,我们能增长见识,扩大自己的知识面。有许多书籍还能培养我们的道德情操,给我们巨大的精神力量,鼓舞我们前进。
(一)、古代赋税制度的演变过程1.夏商周时期:贡赋制度(雏形)2.春秋后期:齐国管仲的“相地而衰征”鲁国实行“初税亩”3.西汉:编户齐民制度4.唐朝前期:租庸调制5.唐朝后期:两税法6.北宋中期:方田均税法、募役法7.明朝中后期:一条鞭法8.清朝前期:“滋生人丁,永不加赋”9.清朝:摊丁入亩(地丁银)
中国古代赋税制度夏商周时期:贡赋制,如:分封制,诸侯要服从周王的命令,按其向周王贡献财物,并随从作战。
1、春秋末年:齐国管仲“相地而衰征”,鲁国实行“初税亩”①含义:“相地而衰征”,是指根据土地多少和好坏征收赋税。“初税亩”是指无论公私田,按实有亩数收税②实质:承认土地私有制③影响:标志着井田制的瓦解,促进了生产力的发展,促进了奴隶制生产关系向封建生产关系转变
2、汉朝:编户制度①含义:政府把农民编入户籍(称为编户),实行按编户征收租赋和征收徭役、兵役的制度。当时农民的负担有:田租(土地税)、人头税、更赋、徭役、兵役等②特点:田租轻而人头税重③影响:赋役制度正式形成a、汉初统治者吸取秦亡教训,轻徭薄赋,迅速恢复发展了社会生产b、编户齐民赋税沉重,严重影响了正常的农业生产和人民的生活
西汉政府推行编户制度的目的是()A.减轻农民的负担,恢复发展生产B.限制人口流动,抑制工商业C.控制农民,便于剥削统治D.提高农民地位,使其免于奴婢化C
3、隋唐:租庸调制北魏租调制:北魏均田制规定受田农民必须向国家租即土地税和调即户税,还要服兵役和徭役。隋朝沿用北魏的租调制,后规定50岁以上可以缴纳一定绢代替劳役,叫“庸”。唐朝无年龄的限制唐朝:租调庸制①原因:吸取隋亡教训;唐初政局混乱,经济衰败,财政困难,减轻人民负担,缓和阶级矛盾,成为当务之急。②目的:缓和阶级矛盾,保证封建剥削,巩固封建统治③指导思想:轻徭薄赋
④内容:a、成年男子每年向官府缴纳一定的谷物,叫做“租”b、缴纳定量的绢和布,叫做“调”c、不去服役,可用纳绢或布代役,叫做“庸”⑤作用:a、保证农时,赋役负担相对较轻,许多荒地开垦出来b、政府的赋税收入有了保证,府兵制巩固,国家富强起来
4、唐中后期两税法①原因:a、土地买卖和兼并之风盛行,均田制和租庸调制无法推行,国家财政收入减少b、为解决财政困难,实行两税法实行:780年,唐德宗接受宰相杨炎的建议,实行两税法③内容:a、每户按资产交纳户税,按田亩交纳地税,取消租庸调和一切杂税、杂役b、一年分夏季和秋季两次纳税
④作用:78页a、税制得到统一,在一定时期内保证了国家的财政税收b、改变了战国以来以人丁为主的赋役制度,政府对农民的人身控制有所放松(“唯以资产为宗,不以丁身为本”)c、扩大了税源,增加了财政收入,相对减轻了农民负担d、是我国封建社会赋税制度的一次重大改革和进步
地位:两税法是我国古代赋税制度史上的转折点,它标志着征税标准由以人丁为主逐渐过渡到以土地财产多少为主,是我国赋税制度的一大变革和进步,奠定了唐后期到明代中叶赋税制度的基础。
5、北宋:募役法和方田均税法①募役法:政府向应服役而不愿服役的人户,收取免役钱,雇人服役 作用:减轻了农民的差役负担,保证了生产时间②方田均税法内容:政府重新丈量土地,按土地多少、好坏收取赋税 作用:使官僚地主无法逃避赋税,增加了国家的田赋收入③实质:是纳钱代役和按亩征税
6、明后期:张居正一条鞭法(1581年)①背景:a、明朝中期,农民赋税负担过重,阶级矛盾尖锐,国家财政困难;b、旧的赋税制度不适应商品经济发展的需要;②目的:为了缓和阶级矛盾,增加政府收入,挽救统治危机
③内容:赋役合并;役入田亩;纳银代役④意义:是我国赋税制度的一次重大改革a、纳银代役——相对减轻了农民的负担,农民对国家的人身依附关系松弛b、赋役征银——适应了商品经济发展的需要,有利于农业商品化和资本主义萌芽的增长
7、清:摊丁入亩,征收地丁银①措施:a、1712年,规定以康熙五十年的人丁数作为征收丁税的固定丁数,以后“滋生人丁,永不加赋”b、雍正帝推行“摊丁入亩”,把丁税平均摊入田赋中,征收统一的地丁银②影响:封建国家对农民的人身控制进一步松弛,隐蔽人口的现象减少,对我国人口增长和社会经济发展有重要意义
理解:这一制度的实行,部分减轻了无地、少地农民的经济负担,有利于社会生产的恢复和发展;它废除了中国历史上长期存在的人头税,封建国家对劳动人民的人身控制松弛了,杜绝了历史上长期存在的隐瞒人口的现象,也促进了人口出生率的提高,有利于我国人口增长和社会经济发展;劳动者有了较大的人身自由,又有利于手工业和资本主义萌芽的成长;赋税规则的简化,有利于政府征收,保证封建国家的财政收入。)
小结:1、以税种来分类:①以人丁为主要征税依据的赋税制度有:编户制度、租调制、租庸调制;②以土地和财产为主要征税依据的赋税制度:初税亩、相地而衰征、两税法、方田均税法、一条鞭法、地丁银③征收货币的赋税制度:募役法、一条鞭法、摊丁入亩;
中国古代赋税制度演变趋势1.从征税方式看:由向国王的纳贡到国家征收土地税。2.从征收标准看:由以人丁为主的征税标准到以土地财产(田亩)为主的征税标准,直至取消人头税的变化(以两税法为变化的标志),反映了封建国家对农民的人身控制松驰。探索攻关
3.从征税种类看:由繁杂多项逐渐演变为简化单一(以一条鞭法为标志),农民由必须服徭役逐渐发展为纳绢代役(以“庸”为标志);纳税种类由赋、役分征到赋役合征,反映了赋税的名目、手续简单化。4.从征税物品看:由实物、劳役地租为主到货币地租为主(以一条鞭法为标志),反映了封建社会商品经济的发展探索攻关
探索攻关5.从征收时间看:征税时间由不定时逐渐发展为基本定时(以两税法为标志)。6.从征税类型看:随着工商业经济的发展,在保持农业税的同时,工商业税逐渐加重。'
您可能关注的文档
- 最新C语言程序设计教程-第03课-顺序结构的程序设计课件PPT.ppt
- 最新C语言程序设计任务教程 教学课件 丁辉 王林林 项目一 [恢复]课件PPT.ppt
- 最新C语言程序设计习题课件PPT.ppt
- 最新c语言课件--简单计算题课件课件PPT.ppt
- 最新C语言考试、计算机等级考试复习专用复习资料!!!课件PPT.ppt
- 最新C足太阳膀胱经-(1)概述课件PPT.ppt
- 最新D1-5极限运算法则课件PPT.ppt
- 最新DCS系统的接地和防雷课件PPT课件.ppt
- 最新DFMEA(某公司内部培训)教材课件PPT.ppt
- 最新Disaster Epidemiology Lessons From Bam Earthquake:从巴姆地震灾害流行病学教训课件PPT.ppt
- 最新DMAIC-定义阶段概述课件PPT.ppt
- 最新DNA是主要的遗传物质课件刘课件PPT.ppt
- 最新DNA是主要的遗传物质课件(4)课件PPT.ppt
- 最新DNA是主要的遗传物质课件(1)(原版)课件PPT.ppt
- 最新DNA是主要的遗传物质优质课件(参赛公开课用)课件PPT.ppt
- 最新DNA的复制精美课件PPT课件.ppt
- 最新DNA的复制和蛋白质的合成课件PPT.ppt
- 最新do-re-mi-音乐之声-六年级音乐课件课件PPT.ppt