

- 3.76 MB
- 2022-04-29 14:20:49 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'四大切割
2目录CONTENTS水射流切割1电火花线切割2激光切割3氧乙炔切割4
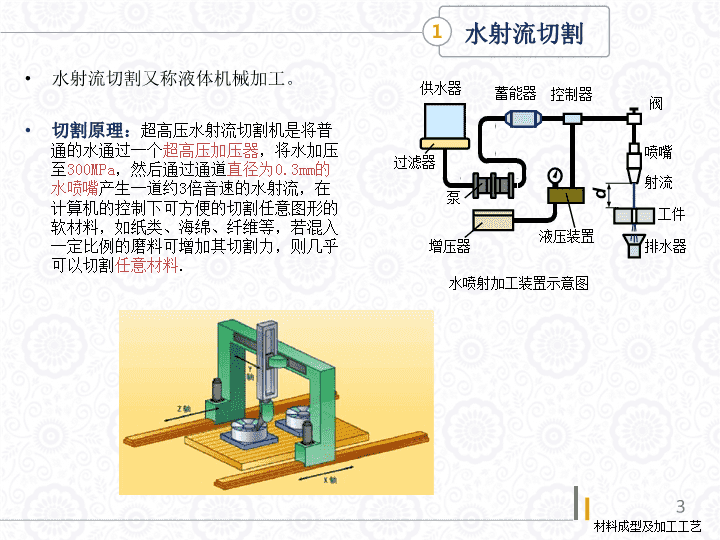
3水射流切割1水射流切割又称液体机械加工。切割原理:超高压水射流切割机是将普通的水通过一个超高压加压器,将水加压至300MPa,然后通过通道直径为0.3mm的水喷嘴产生一道约3倍音速的水射流,在计算机的控制下可方便的切割任意图形的软材料,如纸类、海绵、纤维等,若混入一定比例的磨料可增加其切割力,则几乎可以切割任意材料.水喷射加工装置示意图喷嘴阀控制器蓄能器供水器过滤器泵增压器液压装置排水器工件射流d
工艺优缺点:这是冷加工手段,不会加热被处理的材料。没有物理模具接触,所以切割边缘不会变形。可以在任何材质,任何厚度的材料上加工出很精巧的细节。加工过程不会产生污染环境的废物。在切割比较厚的的材料时,射流可能会在割穿材料的偏离原来的路径。水射流切割17
电火花线切割(EDM)基于一种火花切割技术,简称线切割,一般用来切割非常坚硬的金属,即用电火花融化被处理的材料。电火花是由一条细金属线产生的,而切割的线路则是由实现编制好的程序控制。切割电极并不接触材料,因此电火花可以击穿电极与材料间的空隙并融化被处理的材料。去离子水同时会被喷射到熔点上,其作用是冷却材料,同时清理切割点的残渣。RAM电火花切割是利用安装在机械手臂上的石墨电极,直接在需要处理的材料上进行切割的一项技术。电火花切割原理:利用上下高速移动的金属导线(铜丝或钼丝)作电极,对工件进行脉冲火花放电、切割成形。8电火花线切割2
9电火花线切割2
电火花线切割-实例210
标准产量:整个处理过程和要处理的形状都可以手动控制或者由CAD文件确定。因此此项技术可以用来处理单件材料或被用于大规模生产。单件价格与资金投入:不需要模具。生产速度:最新的电火花切割处理可以以最快400平方毫米/分钟的速度进行切割作业,不过切割速度也受材料的导电性能和材料的厚度影响。一片50毫米厚的钢板的加工速度大概为4毫米/分钟。加工后的表面:电火花线切割以其精良的加工质量而著称。种类/加工形状的复杂程度:精妙的火花线可以在最坚硬的材料上切割出复杂的形状。11电火花线切割2产品尺寸:取决于所加工的材料、发电机功率、供电能力。电火花切割技术可以割穿500毫米厚的大块金属。由于其加工速度低于1毫米/分钟,因此加工这样的材料相当耗费时间的。容差:电火花线切割的精确度极高,而且其精确度可以达到亚微米级。相关材料:仅限于可传导的金属。此工艺适合加工硬金属,因为硬金属不会影响切割速度。典型产品:一般应用在工业加工非常坚硬的材料上。还包括切割超级坚硬的太空工业零件。相似工艺:激光切割和电子束切割。
工艺优缺点:适合在非常难切割的金属材料上加工复杂的形状。整个处理过程不需要使用外力。不会有炫光。耗费时间。所要处理的材料必须有导电性能。12电火花线切割2
激光切割包括激光束加工,是将每平方厘米中的数百万瓦特的光照能量聚集在切割点上,以此来熔化、切割所要处理的材料。激光切割属于热切割方法之一。激光束加工则是利用多维度激光头在立体的物体上进行切割作业。都可以对常规工具无法加工的材料或零件进行精确的切割加工。由于没有物理接触,因此所要加工的材料不需要太多的固定。激光切割313
激光切割的主要工艺汽化切割:在高功率密度激光束的加热下,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。熔化切割:当入射的激光束功率密度超过某一值后,光束照射点处材料内部开始蒸发,形成孔洞。一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。小孔被熔化金属壁所包围,然后,与光束同轴的辅助气流把孔洞周围的熔融材料带走。随着工件移动,小孔按切割方向同步横移形成一条切缝。激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动地从缝内被吹走。氧化熔化切割:熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。控制断裂切割:激光束加热脆性材料小块区域,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝。只要保持均衡的加热梯度,激光束可引导裂缝在任何需要的方向产生。激光切割-工艺314
激光切割-实例315
激光切割-实例316
标准产量:适合小批量生产。单件价格与资金投入:由于不需要制作模具,而且切割线路是由CAD文件控制的,因此资金投入量较低。生产速度:其作业厚度与材料的种类和厚度有着直接的关系。初略地估计,切割0.5毫米到10毫米厚的钛合金的速度是2.5毫米/分钟到12毫米/分钟。加工后的表面:在木材上加工后会留下灼烧的痕迹,加工金属材料则无需加工后期处理。不过,由于抛光的金属表面会降低激光的切割效率,在进行切割加工之前,金属材料最好不要进行抛光处理。种类/加工形状的复杂程度:取决于辅助加工的机械,可以选择水平的激光切割或者多维度的激光切割头,这样就可以加工出复杂的立体形态。这种方法就被称为激光束加工。激光切割317容差:容差极高,可以在任意材料上加工直径为0.025毫米的孔洞。相关材料:经常使用在各种坚硬的钢材上,比如不锈钢或者高碳钢。由于铜、铝、金和银等材料的导热性能较好,因此这些材料相对比较难以进行切割。非金属材质也可以用激光切割,这些材料包括木材、纸张、塑料或者陶瓷。玻璃和陶瓷尤其适合用激光来进行切割,而其他的切割方式都很难在这两种材质上切割出很复杂的形状来。典型产品:模型零件、外科手术用具、木质玩具、金属网或过滤网。经过激光切割的陶瓷可以作为工业绝缘体,而激光切割的玻璃或金属则可以用来生产家具。相似工艺:水射流切割、模切、电子束加工、等离子弧切割。
工艺优缺点:无需模具,只要很少的固定,而且可以提供连续的、高精度的切割。适合较多种的材料。切割表面无需后期加工。对于可加工材料的厚度要求很高,如果超过许可的厚度,会出现很严重的问题。对于大批量生产来说比较耗时,因此激光切割更加适合单件加工或小批量生产。激光切割318
氧乙炔切割又称氧气切割、气焊、气体切割或火焰切割式气割。切割原理:火焰把工件切割处的金属预热到它的燃烧点,然后以高速纯氧气流猛吹。这时金属就发生剧烈氧化,所产生的热量把金属氧化物熔化成液体。同时,氧气气流又把氧化物的熔液吹走,工件就被切出了整齐的缺口。只要把割炬向前移动,就能把工件连续切开。19氧乙炔切割4
20由于切割方法利用了氧化作用,过薄或过窄的材料容易因热而产生变形,因此不适合这种加工方法。这种切割加工可以手动进行,也可以应用于自动化生产。手动加工时,工人需要在整个过程中需要佩戴防护面具。平时工人用这项工艺可能大多是在进行焊接作业,而不是切割材料。氧切割的设备简单,操作灵活方便,可用于切割碳钢和普通低合金钢,准确地切出直线,圆以及各种复杂的形状,切割厚度的范围较大。同时还易于实现自动化,特别是随着数控技术和光电跟踪技术以及更高质量割嘴的应用,这种趋势越来越明显。氧乙炔切割的条件:氧乙炔切割4(1)金属的燃烧点应低于其熔点。(2)金属氧化物的熔点应低于金属的熔点。(3)金属燃烧时要放出足够的热量。(4)金属的导热性不能过高。(5)生成的氧化物流动性要好。
21氧乙炔切割-实例4
22标准产量:相比其他切割金属的手段,这种热切割对小批量生产来说是非常经济的。单件价格与资金投入:除非事先要求使用切割样品,否则一般是不需要模具的。在自动化处理的过程中,所要加工的外形信息可以由CAD文件提供。以上两个因素意味着这种工艺的成本低廉。生产速度:加工的素的取决于要加工的材料种类和它的厚度。整个加工可以手动进行,也可以高度自动化。在多焰头的,并且全部自动控制的情况下,切割速度可以达到3米/分钟。加工后的表面:由于切割时间的长短是可以控制的,因此这种切割技术可以形成不同精细程度的切割表面。也就是说,更长的切割时间可以形成更加精细的切割边缘。切割边缘的质量还取决于所处理的材料种类,不过总体来说,等离子弧切割所形成的结果是最好的。种类/加工形状的复杂程度:这个加工工艺非常适合厚重的金属材料。厚度在8毫米以下的金属会在加热后产生变形,同样的情况,也会在加工比较窄的材料时发生。与其他的切割作业一样,在材料中切割出形状(就像在面团上切出饼干一样),而加工后的余料则可以进行经济的循环利用。切割作业的角度一般是垂直与加工表面的。其他加工角度也可以进行作业,不过相对与等离子弧切割来说,氧乙炔切割的准备工序相对复杂。氧乙炔切割4
产品尺寸:手动操作此工艺的话,对所加工的材料是没有体积限制的。而对于自动化加工来说,能加工的材料体积会受加工机械体积的限制。容差:这取决于材料的厚度,但是由“拇指规则”来看,在加工材料的厚度为6毫米到35毫米时,其误差为±1.5毫米。相关材料:可操作的材料仅限于铁质金属和钛金属。典型产品:重工业建筑,包括船舶和机械零件。相似工艺:电子束加工,等离子弧切割,激光切割和水射流切割。23氧乙炔切割4
氧乙炔切割4适合加工很厚的金属板材。适合徒手加工或者自动化加工。可以加工的材料比较有限。24工艺优缺点:
25四大切割工艺图示:总结
谢谢聆听!26结束
毛细支气管炎毛细支气管是气管分支的末端靠近肺泡的部分,它的管腔很细,一旦发炎,粘膜充血水肿,容易引起阻塞,造成呼吸困难。
定义急性毛细支气管炎是一种婴幼儿较常见的下呼吸道感染,仅见于2岁以下婴幼儿,多数是1—6的个月小婴儿,发病与该年龄支气管的解剖学特点有关。因微小的管腔易由粘性分泌物、水肿及肌收缩而发生梗阻,并可引致肺气肿或肺不张。其临床症状如肺炎,且喘憋更显著。临床上较难发现未累及肺泡与肺池间壁的纯粹毛细支气管炎。故认为是一种特殊类型的肺炎,有人称之为喘憋性肺炎。
病因毛细支气管炎可由不同的病毒所致,最常见的是呼吸道合胞病毒,此外副流感病毒(3型较常见)、腺病毒、流感病毒、呼肠病毒、鼻病毒均可引致毛细支气管炎,少数由人肺炎支原体引起。过去,偶自本病患儿分离出流感杆菌,可能在极个别情况下为病原菌,但也可能为带菌或病毒与细菌混合感染。
流行病学我国北方多发生于冬季和初春,广东、广西则以春夏或夏秋为多,多数为散发,也可有小的流行,与流行性喘憋肺炎不同,没有暴发流行。本病多发生于1—2岁以下的婴幼儿,发病高峰年龄为2—6个月,百分之八十以上病例在一岁以内,发病率男女相似,但男婴重症较多。
病理变化及发病机制病变主要侵及直径75至300微米的毛细支气管,黏液分泌增加,有细胞破坏物,纤维素堵塞,出现上皮细胞坏死及支气管周围淋巴细胞浸润,炎症可波及肺泡、肺泡壁及肺间质。肺不张、肺气肿较为明显。
临床表现常在上呼吸道感染后2—3日出现持续性干咳和发作性呼吸困难。咳与喘憋同时发生为本病特点。症状轻重不等。重者呼吸困难发展甚快,咳嗽略似百日咳,初起时呼吸症状远较中毒症状严重,出现发作性喘憋,体温高低不一,低热甚至无热,中等度发热及高热约占三分之一,体温与一般病情无直接关系。一般虽有呕吐,但不严重,也多无严重腹泻。由于肺气肿及胸腔膨胀压迫腹部,常易影响吮奶及饮食。
喘憋发作时呼吸快而浅,常伴有呼气性喘鸣,呼吸频率约60—80次每分钟,甚至每分钟100次以上,脉快而细,常达160—200次每分钟,有明显鼻扇及三凹征,重症患儿有明显的梗阻性肺气肿及发绀,胸部体征常有变异,叩诊成鼓音,每当毛细支气管接近于完全阻塞时,呼吸音明显减低,或听不见。在喘憋发作时往往听不到湿罗音,当喘憋稍缓解时,可有弥漫性细湿罗音或中湿罗音。发作时有肋间隙增宽、肋骨横位、横隔及肝因肺气肿推向下方。由于过度换气引起的不显性失水增加和液体摄入量不足,部分患儿可发生较严重的脱水,小婴儿还可能有代谢性酸中毒,重度喘憋者可有二氧化碳储留,出现呼吸性酸中毒,动脉血氧分压降低,经过正确治疗后发展成心力衰竭者较少数。
X线及实验室检查X线检查可见全肺有不同程度的梗阻性肺气肿,摄片可显现支气管周围炎症象,或有肺纹理粗厚,不少病例肺泡亦明显受累,有小的点片状阴影,但无大片实变,与腺病毒肺炎不同。实验室检查白细胞总数及分类多在正常范围,病情较重的小婴儿血气分析检查可有代谢性酸中毒,约十分之一的病例可有呼吸性酸中毒,咽拭子细菌培养与健康儿无明显不同(二者均可有带菌情况)。
一般治疗与护理本症的治疗以对症治疗为主。1.促进排痰增加空气内的湿度极为重要,一般可使用室内加湿器。重症病例合理应用雾化治疗对患儿有一定帮助,一般雾化器可结合给氧进行雾化;超声雾化只有在呼吸道痰堵时应用,每次20min,3~4次/d,吸雾后要拍背吸痰。应用加温湿化有时可使病儿安静下来。至于直接冲洗咽喉部及从喉支气管吸出痰液的办法,只能对个别病例在耳鼻喉科配合下应用喉镜进行。
2.纠正缺氧对喘憋重者首先要抬高头部与胸部,以减少呼吸困难;遇有明显缺氧时,最好应用雾化器给氧,应连接口罩,或用头罩;对轻度缺氧病例,有条件的地方可试用冷空气疗法,也可采用鼻管给氧,导管尖端放在鼻前庭即可。
3.止喘在喘憋发作期间,宜用异丙嗪缓解支气管痉挛,一般口服约1mg/(kg·次),3次/d,也可应用支气管扩张药雾化吸入。如烦躁明显,可与等量的氯丙嗪(冬眠灵)合用(即冬眠Ⅱ号)肌注,并可加用水合氯醛加强镇静作用。如效果仍不明显,可以氢化可的松或地塞米松静脉点滴,于数小时内输入。如喘憋非常严重,一般方法难以控制时,可试行徐徐静脉推入5%碳酸氢钠3~5ml/kg,有时可见显著效果。也可试用酚妥拉明加间羟胺(阿拉明)静脉滴注或缓慢静脉推入,或试用东莨菪碱静脉滴注。最近有人报告用硫酸镁静脉滴注;维生素K3雾化吸入;小剂量异丙肾上腺素静脉滴注治疗毛细支气管炎喘憋发作,也可审慎试用。
4.水、电解质平衡争取多次口服液体以补充快速呼吸时失去的水分,不足时可以静脉点滴补液,一般用10%葡萄糖溶液,加入少量(约1/5容量)生理盐水;遇有代谢性酸中毒,可静脉输入1/6g分子浓度(1.4%)碳酸氢钠。如有血气测定条件,可按[0.3×体重(kg)×剩余碱(负值)=输给的碳酸氢钠毫当量数]的公式计算,先输给总量的1/2,视情况再输其余的1/2。
5.呼吸道通畅对呼吸性酸中毒宜用雾化吸痰等方法使呼吸道通畅。对个别极端严重呼吸衰竭病例可进行气管插管及应用加压人工呼吸。
6.纠正心力衰竭并发心力衰竭时应及时应用洋地黄类药物(西地兰),对疑似心力衰竭病例,也可及早试用。
7.肾上腺素对疑似哮喘患儿,可试用小剂量肾上腺素,无效时不再重复。
8.其他最近有人试用干扰素雾化疗法,对本病及喘息性支气管炎均有疗效。对能服用汤药的患儿,中医治疗效果较好,一般可用射干麻黄汤、定喘汤或小青龙汤加减,遇有苔黄、舌红等热象明显者可用麻杏石甘汤加减。本症系病毒引起,故一般不须用抗生素。但隔离条件较差时,可酌用青霉素控制继发细菌感染。如发现葡萄球菌或流感杆菌等继发感染,应积极进行抗菌治疗。抗病毒治疗利巴韦林(三氮唑核苷)雾化吸入疗效较好,国内研究证明,双黄连雾化吸入效果亦较明显,也可以加用干扰素α。可参见RSV肺炎的抗病毒治疗。
(二)预后病程一般为5~15天,平均为10天,治疗恰当时可缩短。在咳喘发生后2~3天以内病情常较为严重,经过正确治疗后大多迅速恢复,并在数天内见愈。近期预后多数良好,在住院的毛细支气管炎患者中,病死率约为1%,原有心肺疾病和其他先天畸型的婴儿以及新生儿、未成熟儿的死亡危险性高。死亡多由于喘憋时间过长,呼吸暂停、呼吸衰竭,非代偿性呼吸性酸中毒以及严重脱水酸中毒等原因所致。患儿易于病后数年间反复发生喘鸣,长期随访观察,22.1%~53.2%患小儿哮喘。
健康教育保持居室空气新鲜,每日通风换气,冬季及初春天气变化时,注意保暖,不宜使用空调,避免有呼吸道感染者探视小孩,避免将小儿抱入人多的公共场所,带养小孩的家长注意自身的清洁卫生,小孩餐具每日煮沸消毒1—2次,防止腹泻发生。谢谢!'
您可能关注的文档
- 最新四年级上册乘法结合律课件PPT课件.ppt
- 最新四年级上册三位数乘两位数公开课PPT课件课件PPT.ppt
- 最新四年级-自行车胎为什么爆裂-课件课件PPT.ppt
- 最新四川省邻水金鼎实验学校高三语文复习-“之”字的用法及意义课件PPT课件.ppt
- 最新四川省泸州市叙永县水尾中学七年级数学下册73多边形的内角和外角课件新人教版课件PPT.ppt
- 最新四川省中考化学总复习 第一部分基础知识讲解 第二单元我们周围的空气课件 新人教版课件PPT.ppt
- 最新四川大学计算机学院 大学物理 期末考试 试卷 复习资料 ch7.5课件PPT.ppt
- 最新四川大学工程制图期末测验原题题库课件PPT.ppt
- 最新四川大学新闻学课件PPT课件.ppt
- 最新四四班优秀作文二课件PPT.ppt
- 最新四个人和一只箱子PPT课件PPT课件.ppt
- 最新四下《平均数》课件PPT课件.ppt
- 最新四上20-《诚实与信任》ppt课件1-(1)课件PPT.ppt
- 最新四、滴定曲线课件PPT.ppt
- 最新四、人体通过神经系统和内分泌系统调节生命活动课件PPT.ppt
- 最新嚼无糖口香糖可以刺激口腔内唾液分泌课件PPT.ppt
- 最新噬菌体展示肽在促进药物透过皮肤和血脑屏障中的应用课件PPT.ppt
- 最新噪音為人體的危害 课件PPT.ppt