

- 3.27 MB
- 2022-04-29 14:43:37 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'4型钢孔型设计
第10章型钢孔型设计10.1成品孔型设计的一般原则10.2圆钢孔型设计10.3连轧孔型设计10.4切分轧制技术10.5角钢孔型设计10.6工字钢孔型设计10.7H型钢孔型设计
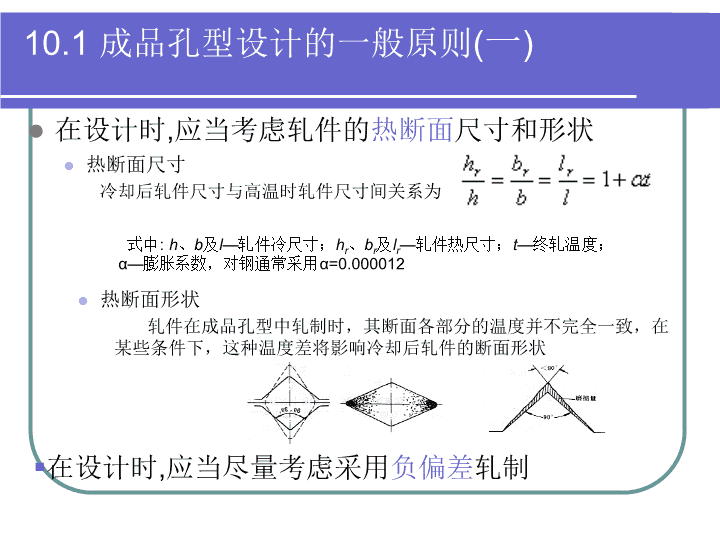
10.1成品孔型设计的一般原则(一)在设计时,应当考虑轧件的热断面尺寸和形状热断面尺寸冷却后轧件尺寸与高温时轧件尺寸间关系为式中:h、b及l—轧件冷尺寸;hr、br及lr—轧件热尺寸;t—终轧温度;α—膨胀系数,对钢通常采用α=0.000012热断面形状轧件在成品孔型中轧制时,其断面各部分的温度并不完全一致,在某些条件下,这种温度差将影响冷却后轧件的断面形状在设计时,应当尽量考虑采用负偏差轧制
10.2圆钢孔型设计——轧制圆钢的孔型系统(2)圆—椭圆—圆孔型系统【优点】轧件变形和冷却均匀成品表面质量好成品尺寸比较精确共用性较好【缺点】延伸系数较小椭圆件在圆孔型中轧制不稳定【适用】用于小型和φ40mm以下圆钢生产和高速线材轧机的精轧机组
10.2圆钢孔型设计——轧制圆钢的孔型系统(3)椭圆—立椭圆—椭圆—圆孔型系统【优点】轧件变形均匀成品表面质量好椭圆件在立椭圆孔型中能自动找正,轧制稳定【缺点】延伸系数较小容易出现中心部分疏松【适用】用于轧制塑性较低的合金钢小型和线材连轧机
10.2圆钢孔型设计——轧制圆钢的孔型系统(4)万能孔型系统(构成:方—平箱—立孔(又称万能孔)—椭圆—圆)【优点】共用性强轧件变形均匀成品表面质量好【缺点】延伸系数较小,道次多立轧孔型轧出的等轴断面不够正确,且轧制不稳定,容易产生扭转现象【适用】用于轧制φ18mm~200mm圆钢。
10.2圆钢孔型设计——圆钢成品孔型设计孔型形状构成方法双半径圆弧法圆钢成品孔惯用设计方法不能适应高精度圆钢生产当孔型磨损后,在300中心张角所对应的圆周上,圆钢直径很易超出公差范围其设计特点造成公差带减小,操作调整范围变窄,成品尺寸难以控制,使工程能力指数下降只能满足GB702-86标准中的第3组精度要求
10.2圆钢孔型设计——圆钢成品孔型设计孔型形状构成方法两侧用切线连结的扩张角法适应高精度圆钢生产作图简单,便于制作轧槽样板其中心张角小,使轧件真圆度提高,轧制时金属超同标准的部位较少增加了侧压作用,限制宽展作用增强,有利于控制成品宽度方向尺寸轧件充满孔型时,辊缝处斜线直径仍不会超出公差减少了因孔型磨损后在中心张角300对应圆周上直径超出公差范围现象
10.2圆钢孔型设计——圆钢成品孔型设计孔型构成尺寸设计双半径圆弧法
10.2圆钢孔型设计——圆钢成品孔型设计
10.2圆钢孔型设计——圆钢成品孔型设计孔型构成尺寸设计两侧用切线连结的扩张角法
10.2圆钢孔型设计——圆钢精轧孔型设计方—椭圆—圆孔型系统此精轧孔型中的方孔型与椭孔型的确定步骤:先确定方孔和椭孔的尺寸然后确定轧件在成品孔和椭孔中的宽展系数,计算轧件的几何尺寸验算充满度
10.2圆钢孔型设计——圆钢精轧孔型设计方孔和椭孔尺寸确定
10.2圆钢孔型设计——圆钢精轧孔型设计方—椭圆—圆孔型系统
10.2圆钢孔型设计——圆钢精轧孔型设计方—椭圆—圆孔型系统轧件尺寸确定
10.2圆钢孔型设计——圆钢精轧孔型设计圆—椭圆—圆孔型系统椭圆孔尺寸确定
10.2圆钢孔型设计——圆钢精轧孔型设计圆—椭圆—圆孔型系统椭前圆孔尺寸确定
10.2圆钢孔型设计——圆钢精轧孔型设计圆—椭圆—圆孔型系统各轧件尺寸确定
10.2圆钢孔型设计——圆钢精轧孔型设计椭圆—立椭圆—椭圆—圆孔型系统
10.2圆钢孔型设计——圆钢精轧孔型设计方—平箱—立孔(又称万能孔)—椭圆—圆
10.2圆钢孔型设计——圆钢精轧孔型设计方—平箱—立孔(又称万能孔)—椭圆—圆
10.2圆钢孔型设计——圆钢精轧孔型设计方—平箱—立孔(又称万能孔)—椭圆—圆
10.2圆钢孔型设计——圆钢精轧孔型设计方—平箱—立孔(又称万能孔)—椭圆—圆
10.2圆钢孔型设计——圆钢精轧孔型设计方—平箱—立孔(又称万能孔)—椭圆—圆
10.2圆钢孔型设计——圆钢精轧孔型设计方—平箱—立孔(又称万能孔)—椭圆—圆
10.2圆钢孔型设计——圆钢精轧孔型设计方—平箱—立孔(又称万能孔)—椭圆—圆
10.2圆钢孔型设计——圆钢精轧孔型设计方—平箱—立孔(又称万能孔)—椭圆—圆
10.3连轧的基本原理产量大产品质量好成材率高,金属消耗小使整个厂房长度减小,节省厂房建设投资连轧:一根轧件同时在两个或两个以上的机架中进行轧制并且各架的秒流量相等,这样的轧制称为~
10.3连轧的基本原理秒流量相等原则为避免轧件在各机架之间产生较大的拉力或推力,连轧机孔型设计时,应基本遵守连轧各道次秒流量相等原则,即
10.3连轧的基本原理影响秒流量的因素各道轧件断面面积各个轧辊工作直径
10.3连轧的基本原理影响秒流量的因素转速前滑
10.3连轧的基本原理由秒流量的影响因素可知,在实际生产中要保证各机架秒流量绝对相等是不可能的。为控制连轧过程顺利进行和方便连轧孔型设计,往往忽略前滑。即为保证稳定轧制,根据连轧机的布置型式、各机架间距离及轧件断面的大小可采用拉钢或堆钢轧制,常用堆钢或拉钢率表示堆拉钢的程度Ψi=(Ci-Ci-1)/Ci-1×100%试中Ci、Ci-1——顺轧制过程第i,i-1架连轧常数正值为拉钢率,负值为堆钢率
10.3连轧的基本原理连轧的三种轧制状态自由状态轧制拉钢轧制堆钢轧制
10.3连轧的基本原理自由状态轧制
10.3连轧的基本原理
10.3连轧的基本原理拉钢轧制
10.3连轧的基本原理堆钢轧制
10.3连轧的基本原理连轧孔型设计(1)单独传动的连轧机ni=Cn/(FiDki)按一般孔型设计方法设计根据各机架的连轧常数相等确定各机架转速
10.3连轧的基本原理(2)集体传动的线棒材连轧机1)根据成品规格确定热轧态成品轧件的断面尺寸、面积和连轧常数2)根据轧辊转速和堆拉系数确定各机架孔型中轧件延伸系数和轧后轧件面积3)根据各中间方轧件面积确定中间方轧件边长4)根据中间方边确定孔型尺寸5)按两方夹一扁的设计方法计算扁轧件尺寸6)根据扁轧件尺寸确定孔型形状和尺寸7)根据各道轧辊和轧件尺寸确定工作直径8)计算各架轧机的连轧常数9)计算各架轧机间的堆拉系数,与设定值比较,进行修正10)画出孔型图和配辊图
连轧宽展计算粗中轧机精轧轧机采用乌萨托夫斯基公式10.3连轧的基本原理
几个标准孔型红坯断面面积的计算赵松筠、唐文林《型钢孔型设计(第2版)》第209页到第216页《小型型钢连轧生产工艺与设备》第176页到第179页10.3连轧的基本原理
连轧孔型设计实例10.3连轧的基本原理
10.3连轧的基本原理
10.3连轧的基本原理
10.3连轧的基本原理
10.4热切分轧制—概述定义在轧制过程中把一根轧件利用孔型的作用,轧成具有两个或两个以上相同形状的并联轧件,再利用切分设备或轧辊的辊环将并联轧件沿纵向切分成两个或两个以上的单根轧件。
10.4热切分轧制—概述优点在轧钢主要设备相同的条件下,可采用较大断面的原料,或在相同原料断面情况下减少轧制道次减少坯料规格,提高小断面轧件产量(采用同一坯料,同样道次数,轧制不同规格成品)提高轧机生产率节约能源与传统轧制相比,总延伸系数小,轧件短,温降小,变形功小,因此消耗的电能大幅降低由于温降小可降低开轧温度,因此可降低燃料消耗使电机负荷分配合理(设计时按大规格负荷设计,小规格轻负荷运转)改变孔型结构,变不对称产品为对称产品,改善孔型设计和调整难度提高经济效益(产量可提高30%,燃料可节约20%~30%,电能可节约15%,水和其他吨钢消耗指标有所降低)
10.4热切分轧制—概述缺点切分部位易形成毛刺、折叠易将钢锭、连铸坯的缩孔、夹杂和偏析暴露到表面,从而形成表面缺陷剪切后轧件易扭转提高经济效益(产量可提高30%,燃料可节约20%~30%,电能可节约15%,水和其他吨钢消耗指标有所降低)
10.4热切分轧制—切分方法及应用方法辊切法圆盘剪切分法纵切法切分轮切分法导卫板切分法火焰切分法在轧制过程中把一根轧件利用孔型切分成二根或二根以上的并联轧件,再利用切分设备将并联轧件切分成单根轧件在轧制过程中把一根轧件利用切分孔型直接切分成二根或二根以上的单根轧件,不需切分设备
10.4热切分轧制—切分方法及应用应用利废切分(废钢轨加热后,在带切分辊环小轧机上生产轨头、轨腰、轨底,然后再轧成圆钢、角钢、扁钢等)
10.4热切分轧制—切分方法及应用应用型钢切分将一根轧件轧成并联断面,然后切分成多根轧件。将不对称断面设计成并联对称断面,轧后切分成两个单根轧件
10.4热切分轧制—切分方法及应用应用线棒材切分(一线变二线,二线变四线;一线变三线,甚至一线变四线)方坯切分轧制小连铸坯切分轧制初轧板坯和连铸板坯切分成方坯
10.4热切分轧制—切分技术所需条件采用切分轧制所需条件适合采用切分轧制的钢材品种表面质量要求高的品种不适合(切分连接带控制不好会在成品表面形成折叠痕迹)尺寸精度要求较高的品种不合适(切分同时轧制出几根钢材间在尺寸和横断面上存在差异),最适合生产品种是热轧带肋普通低合金建筑钢筋轧机布置及轧机传动方式和控制水平在对老厂挖潜改造时,切分轧制在全水平或平立交替排列的连续式轧机上均可实施在新建时,应根据投资规模和产品结构来确定辅助设备飞剪至少两台(切头事故剪一台,成品分段剪一台)切头剪的主要作用是切除粗、中轧过程中产生黑头、劈头,以避免其损坏切分孔、阻塞切分导卫装置成品分段飞剪将钢材导入和导出的导向装置和飞剪剪刃宽度应认真考虑
10.4热切分轧制—切分技术所需条件采用切分轧制所需条件辅助设备轧后冷却先控制冷却后飞剪分段工艺过程成品轧机出来的双线钢材分别进入各自单独的水冷器,在适宜的水冷参数条件下,完成控制冷却过程,接着产品被成品飞剪同时剪切分段后进入飞剪后辊道
10.4热切分轧制—切分技术所需条件特点产品性能波动小、条形平直、质量稳定(控制冷却的强制水冷过程在成品轧机和成品飞剪间完成,此时钢材在成品轧机作用下运行速度稳定,钢材沿长度方向所承受冷却强度基本一致)可以减少钢材堵水冷器和窜出等工艺故障(由于钢材运行速度相对稳定,且飞分段后面对着的是对导向精度要求不高的剪后辊道)成品轧机至成品飞剪间需要足够空间以安装控制冷动装置成品飞剪要有充足的剪切力以剪切低温钢材此工艺较适合于新建连轧线,由于飞剪剪切吨位的增加,建厂投资略有升高
10.4热切分轧制—切分技术所需条件采用切分轧制所需条件辅助设备轧后冷却先飞剪分段后控制冷却工艺过程成品轧机出来的双线钢材,先同时被成品飞剪剪切分段,然后双线钢材同时进入同一水冷器完成控制冷却过程,接着进入输送辊道
10.4热切分轧制—切分技术所需条件采用切分轧制所需条件辅助设备轧后冷却先控制冷却后飞剪分段工艺过程成品轧机出来的双线钢材分别进入各自单独的水冷器,在适宜的水冷参数条件下,完成控制冷却过程,接着产品被成品飞剪同时剪切分段后进入飞剪后辊道
10.4热切分轧制—切分技术所需条件特点对成品飞剪的安装位置和剪切吨位无特殊要求,适合于老厂改造时使用采用合理设计的控冷穿水器,可使双线钢材同时在同一穿水器内完成控制冷却过程,减少了穿水器数量,简化了钢材导向装置结构由于钢材在完成控制冷却之前已被飞剪切断,因此分段前后钢材运行速度上的差异,导致沿钢材长度方向上性能指标不如采用“先控制冷却,后飞剪分段”工艺的稳定,另外因为相对于穿水器而言,钢头部通过的次数增加了好几倍,发生工艺故障几率升高辅助设备冷床先最好选用单侧冷床,避免产生分拨故障
10.4热切分轧制—切分孔型设计特点切分位置选择原则不改变或尽可能少的改变原有工艺流程不改变或尽可能少的改变原有设备切分位置依轧机布置而定,尽可能靠近成品机架,以减少复线道次切分后不应给操作带来困难方法选择尽可能选择辊切方法辊切原理在切分孔型中,轧件沿宽度方向各部分处于不均匀压缩状态,轧件中部切分带在孔型切分楔的作用下,压下系数(H/h)远大于其余部分,其较大的延伸由于受到其余部分的阻碍,形成强迫宽展,使切分带中心形成横向拉力同时切分楔对轧件的水平分力也对切分带中心形成横向拉力当切分带横向张力之和大于轧件在孔型中其他部分(如槽底、外侧壁)横向阻力之和,且差值在切分带中心引起的拉应力大于或等于金属在该温度下的强度极限时,轧件切分带中心被撕开,实现辊切
10.4热切分轧制—切分孔型设计特点切分变形特点有严重的不均匀变形。切分楔处的压下变形往往大于其他部位,有强迫宽展切分变形是无延伸或小延伸变形。在切分孔中切分轧件时,槽底压下量较小。而切分楔处压下量较大,且金属受到切分楔作用,指向宽展方向的水平分力较大,属强迫宽展变形,故整体延伸较小,宽展较大多根切分时中间和边上的轧件断面不同,两边轧件宽展大,延伸小。轧件头部和中部尺寸也不同,头尾宽展大。
10.4热切分轧制—切分孔型设计特点切分孔受力分析切分楔作用在轧件上的力N的水平分力Nx,使轧件从连接带撕开;而Ny、P使轧件从连接带切开切分角小于等于450,轧件除依赖轧辊压下切分外,还借助水平撕力作用切分角大于450,轧件只能依赖轧辊压下切分,切分效果不好孔型侧壁对轧件切分是不利的,它会抵消掉Nx的作用,从而使得轧件切分不易尽可能减小切分角,使轧件在切分时不要充满孔型,但压下亦不可太小(会出现不对称的切分轧件),要能保证轧件在自由宽展状态即可一般切分孔中延伸系数1.2~1.39
10.4热切分轧制—切分孔型系统选择《型钢孔型设计(第2版)》P238对角方切分孔可采用菱形预轧孔可采用立椭圆孔作为预轧孔预轧孔越少越好《型钢孔型设计(第2版)》P238
10.4热切分轧制—切分孔型系统选择菱形切分孔预轧孔六角孔
10.4热切分轧制—切分孔型系统选择圆钢切分孔型钢切分孔
10.4热切分轧制—切分孔型设计要点不切开型切分孔型设计方法
10.4热切分轧制—切分孔型设计要点切开型切分孔型设计方法切分孔要有较大的变形量,以保证轧件内有较大内应力切分楔处的压下系数远远大于槽底压下系数切分孔的切分楔角应大于预切孔的楔角,以便造成楔壁对轧件有较大的水平分力,同时应当考虑与其下一孔的要求相适应在切分孔中应使轧件处于自由宽展状态连接带厚度一般为0.5~4mm切楔尖部尺寸、形状设计要合理,切楔尖部一般要有1~2mm水平段,或直接用圆弧连接设计要点
10.5角钢孔型设计一、等边角钢孔型系统(1)蝶式孔型系统带立轧的蝶式孔型系统分类及规格等边角钢(2#~20#)不等边角钢(2.5/1.6~25/12.5)腿长的1/10同一型号腿厚有2-7个规格
10.5角钢孔型设计成型孔前控制腿长加工腿端镦出顶角切入孔前控制切分腿长立轧孔作用可以使用开口切入孔切入孔可以共用立轧孔道次易除氧化皮,成品表面质量好立轧孔切槽深,轧辊强度差,寿命短开口切入孔易切偏,造成两腿长度不等立轧孔需人工翻钢,劳动强度大用于生产2~2.5号角钢小轧机上(人工操作)应用优点缺点
不带立轧的蝶式孔型系统使用闭口切入孔,易保证两腿切分对称性使用上下交替开口的蝶式孔成型和加工腿端轧制过程不翻钢,劳动强度低,易实现机械化操作优点用于生产大中小型角钢10.5角钢孔型设计
对角轧制的孔型系统(用较小方坯轧制较大角钢)(2)几种特殊孔型系统“W”型蝶式孔型系统(用较小坯料轧制大规格角钢)热弯轧制法10.5角钢孔型设计
10.5角钢孔型设计—等边角钢孔型设计(1)成品孔设计成品角钢的两种孔型蝶式孔型系统的角钢孔型设计包括:成品孔、蝶式孔、切深孔和立轧孔的孔型设计成品角钢的孔型有两种:半开口孔型和开口孔型,如图所示
10.5角钢孔型设计—等边角钢孔型设计在腿端有一台阶,成品腿端可以得到加工,并可在一定程度上控制腿长当成品前腿较长时,易在腿端形成“耳子”一般在大批量生产某一型号角钢,生产较稳定性况下采用半开口可以在一个成品孔型中轧制不同腿厚角钢,不会出“耳子”不能加工腿端为加工腿端,常在成品前孔采用上开口式蝶式孔开口
成品孔型腿厚dk1等于同号角钢最薄腿厚腿长腿长余量(锁口长度),d为成品腿厚要求调整Ck1使得Bk1>Bk2,防止刮铁丝缺陷产生顶角,中小角钢取900,大号角钢取90030’跨下圆角半径rk1=标准尺寸,孔型宽度辊缝最小值>辊跳,10.5角钢孔型设计—等边角钢孔型设计开口孔型尺寸计算
10.5角钢孔型设计—等边角钢孔型设计半开口孔型尺寸计算
10.5角钢孔型设计—蝶式孔型设计蝶式孔中心线固定法逆轧制方向顶角逐渐增大,轧制过程顶角不易充满,易形成塌角缺陷顺轧制方向顶角逐渐减小,轧制不稳定,易轧偏,造成腿长不等,对导卫装置和调整要求高样板多,加工辊复杂多用于大中号角钢由切深孔向成品前精轧蝶式孔的过渡蝶式孔上轮廓线固定法顶角皆为直角,易充满,角形清晰轧制稳定,便于调整减少样板刀,磨损均匀,便于修复接近成口的几个蝶式孔最好选用此设计方法
10.5角钢孔型设计—蝶式孔型设计成品前孔顶角确定成品前孔上轮廓线直线段长度确定圆弧段半径确定各蝶式孔腿厚确定各蝶式孔中心线长度计算各蝶式孔中心线水平段长度确定其余参数计算蝶式孔基本参数计算
1)上轮廓线固定法
2)中心线固定法
3)蝶式孔其它尺寸的确定
4)切深孔的确定
5)立轧孔的确定
腧穴的治疗作用——记忆腧穴主治的秘诀
腧穴主治的灵活记忆法腧穴的治疗作用可概括为以下三个方面:1、近治作用即腧穴治疗其局部和邻近脏腑、组织、器官的病证。这是一切腧穴所具有的共同特点。例如,眼区的睛明、承泣、四白、瞳子髎、丝竹空、阳白等穴,均能治疗眼部病证;耳区的听宫、听会、耳门、翳风诸穴,均能治疗耳部病证;腹部的中脘、建里、梁门诸穴,均能治疗腹部、胃的病证等。
2、远治作用即腧穴治疗其所属经脉循行所及远隔部位的脏腑、组织、器官的病证。这主要是十二经脉在四肢肘、膝关节以下的腧穴。例如,神门属于手少阴心经,可治疗本经循行所及的心的病证以及腋部、上臂部、肘部、前臂部、掌指部等病证;合谷属于手阳明大肠经,可治疗本经循行所及的前头部、面部、眼部、口部、鼻部、咽喉部、颈项部、肩部、上臂部、肘部、前臂部、腕部等病证。
3、特殊作用即既不属于近治作用又不属于远治作用的一类独特的腧穴治疗作用。这主要是某些腧穴。大致有三种情况:一是全身性治疗作用。如合谷、大椎、曲池诸穴均治疗热证;风池穴治疗风证;关元、气海治疗脱证;百会穴升提中气等。二是部分特定穴、奇穴的特定治疗作用。如足三里是胃的下合穴,能治疗胃的病证;内关是八脉交会穴之一,通阴维脉,能治疗阴维脉的病证
(胃的病证);膈俞是八会穴之血会,能治疗各种血证;定喘穴治疗咳嗽、气喘;腰奇治疗癫痫;四缝穴治疗疳积、百日咳等。三是古人长期的临床经验。如水沟穴的急救;曲池、血海治疗皮肤病证;至阴用于胎位不正、难产;少泽治疗乳痈、缺乳;支沟治疗便秘等。
有部分学者将腧穴能对机体的不同状态起着双向的良性调整作用归属于腧穴的特殊作用(或称为整体作用)。如“泄泻时,针刺天枢能止泻;便秘时,针刺天枢能通便。心动过速时,针刺内关能减慢心率;心动过缓时,针刺内关可加快心率等”。[普通高等教育“十五”国家级规划教材、新世纪全国高等中医药院校规划教材《经络腧穴学》,2003年第1版]从实际情况看,一方面,人体除极少部分腧穴仅有单向调整作用外,其余大部分都能双向调整人体的机能状态;另一方面,腧穴这种双向调整作用的产生取决于机体特定的机能状态和腧穴的刺激方法,并不是腧穴本身所固有的特性。因此,这种情况不应归属于腧穴的特殊作用。
图1.3所示即为一个已输入数据的数据管理窗口。实例一——手太阴肺经腧穴
肺的病证是什么含义?1、肺主气肺主气的功能包括两个方面,即主呼吸之气和主一身之气。肺主呼吸之气是说肺有司呼吸的作用。肺是体内外气体交换的主要场所,人体通过肺,从自然界吸入清气,呼出体内的浊气,从而保证人体新陈代谢的正常进行。若肺受邪而功能异常,可出现咳嗽、气喘、呼吸不利等呼吸系症状。
肺主一身之气,是指肺有主持并调节全身各脏腑组织器官之气的作用。首先体现在气的生成方面,特别是宗气的生成,主要依靠肺吸入的清气与脾胃运化的水谷精气相结合而成。其次体现在对全身气机具有调节作用。肺有节律的一呼一吸,对全身之气的升降出入运动具有重要调节作用。因此,肺主一身之气的功能异常,可影响宗气的生成和全身气机升降出入运动,表现为气短、声低、乏力等。
2、肺主宣发和肃降肺主宣发,是指肺气具有向上、向外、升宣、发散的生理功能,主要体现在:一是通过肺的宣发,排出体内的浊气。二是将卫气、津液和水谷精微布散周身,外达于皮毛,以充养身体,温润肌腠和皮毛。肃降,即清肃、洁净和下降之意。肺主肃降的功能主要体现在以下三个方面:一是吸入自然界的清气;二是将吸入的清气和脾转输来的津液和水谷精微向下布散;三是肃清肺和呼吸道内的异物,以保持呼吸道的洁净。
肺的宣发和肃降,是相反相成的两个方面。如果两者失调,就会出现“肺气不宣”或“肺失肃降”的病变,表现为咳嗽、喘息、胸闷等。3、肺主通调水道肺的通调水道功能是指肺的宣发和肃降对于体内的水液代谢起着疏通和调节的作用。主要体现在下述两个方面:一是肺主宣发,不但将津液和水谷精微布散于周身,而且主司腠理的开合,调节汗液的排泄。二是肺气肃降,可将体内的水液不断
地向下输送,经肾和膀胱的气化作用,生成尿液而排出体外。肺通调水道的功能异常,则水的输布、排泄障碍,出现小便不利、水肿和痰饮等。4、肺开窍于鼻鼻是肺的门户,为气体出入的通道,具有通气和主嗅觉的功能,均有赖于肺气的作用来维持。肺气的功能调和,则鼻的通气功能正常,嗅觉灵敏。肺的某些病变,常可影响及鼻,使之产生多种病理表现,如鼻塞流涕,不闻香臭或鼻衄等。
5、肺在体合皮,其华在毛皮毛包括皮肤、汗腺、毫毛等组织,是一身之表,依赖于卫气和津液的温养和润泽,成为抵御外邪侵袭的屏障。肺合皮毛是说肺能输布津液、宣发卫气于皮毛,使皮肤润泽,肌腠致密,抵御外邪的能力增强。如果肺气虚则体表不固,常自汗出,抵抗力下降则易于感冒。
因此,肺的病证应该包括:咳嗽、气喘、呼吸不利与气短、声低、乏力(肺主气),咳嗽、喘息、胸闷(肺主宣发和肃降),小便不利、水肿、痰饮(肺主通调水道),鼻塞流涕,不闻香臭、鼻衄(肺开窍于鼻),自汗(肺在体合皮,其华在毛)等。
实例二——手阳明大肠经腧穴
根据腧穴的远治作用规律,手阳明经肘关节以下的商阳、二间、三间、阳溪、偏历、温溜、下廉、上廉、手三里、曲池等穴均有类似的治疗作用,[前头部、面部、眼部、口部、鼻部、咽喉部、颈项部、肩部、上臂部、肘部、前臂部、腕部]但是合谷更常用——临床使用频率或大家使用习惯(文献)、实际治疗结果以上资料来源:《新经络腧穴学》'
您可能关注的文档
- 最新4.1物质性质的研究剖析课件PPT.ppt
- 最新4.2一次函数与正比例函数ppt课件PPT.ppt
- 最新4.2.2常见曲线物极坐标方程(1).课件PPT.ppt
- 最新4.2框架结构设计解析课件PPT.ppt
- 最新4.4法拉第电磁感应定律解析课件PPT.ppt
- 最新4.3车桥解析课件PPT.ppt
- 最新4.5--共集电极放大电路和共基极放大电路解析课件PPT.ppt
- 最新42刚体的转动刚体动力学解析课件PPT.ppt
- 最新413孙她是我的朋友课件PPT.ppt
- 最新4工程塑料在机械工程中的应用课件PPT课件.ppt
- 最新4章多级放大电路概要课件PPT.ppt
- 最新4章第四章-频率和相位的测量资料课件PPT.ppt
- 最新4章-平面任意力系资料课件PPT.ppt
- 最新5--电磁感应现象的两类情况解析课件PPT.ppt
- 最新5-1机械波的产生及其特征量解析课件PPT.ppt
- 最新5-静电场汇总课件PPT.ppt
- 最新5.4增收节支练习题汇总课件PPT.ppt
- 最新5.《圆、相交线与平行线》解析课件PPT.ppt