

- 705.50 KB
- 2022-04-29 14:28:08 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'工艺系统刚度对加工精度的影响
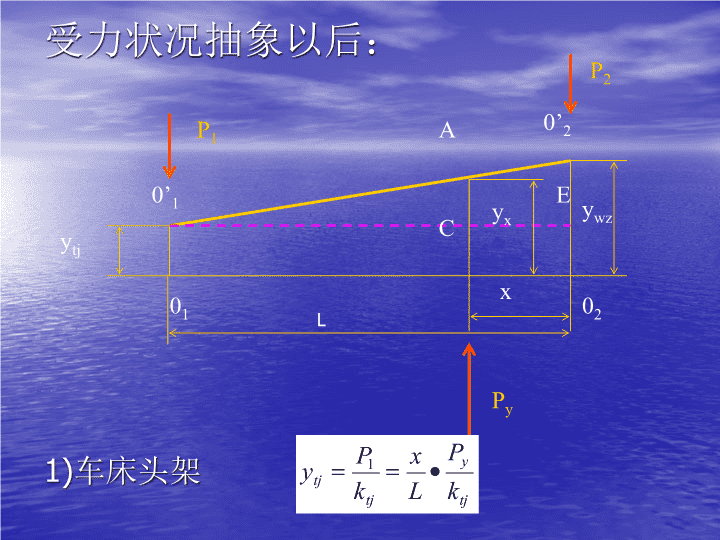
受力状况抽象以后:1)车床头架ytjyxywz010’1AC020’2ExPyP1P2L
2)车床尾架3)刀架变形车床头架,车床尾架,刀架在x处的总变形为:由相似三角形得:从中解出:得到头架和尾座在x处的变形
设有误差复映系数:△工=ε△坯,ε的数量级此式表示了加工后工件误差与毛坯误差之间的比例关系,说明了“误差复映”的规律。当一次走刀不能满足精度要求时,必须进行第二次走刀。当加工过程分成多次走刀进行时,每次走刀的复映系数为ε1、ε2、ε3……,则总的复映系数:ε=ε1×ε2×ε3×--------λ-系数,一般为0.4Cp-反映工件材料和刀具角度的系数kxt-系统刚度
结论:(1)误差复映的本质问题是系统的刚度问题。余量不均-切削力变化-复映成加工误差。(2)复映系数ε远小于1,所以在一般车削时,只有在粗加工时用误差复映规律估算加工误差才有实际的意义。(3)原始误差必须多次加工才能消除。但一般2---3次就行。(4)在批量生产中,对毛坯误差或前工序的尺寸公差进行控制。
3、传动力、惯性力、重力和其它作用力的变化(1)由于惯性力和传动力引起的加工误差例如单爪传动的拨盘装置(鸡心夹),在高速旋转时,不平衡的质量会产生周期性的离心力,引起主轴及工件振动。1)工件产生的变形2)工件在半径方向产生的加工误差
(2)机床部件和工件本身的重量引起的加工误差1)垂直部件:缩短值γ是比重;H是垂放尺寸。2)水平部件:0.577L是美国科学家艾雷计算出来的。H0.577L
(3)夹紧变形引起的误差当工件的刚性较差时,由于加紧的方法不当,也会引起工件的形状误差。例三爪卡盘夹持薄壁套:在夹持点a处和b处的变形分别为:P---夹紧力;R---套筒的平均半径。
4、夹具刚度对加工精度的影响由于工件直接安装在夹具中,要求夹具体等构件具有足够的强度和刚度,使其在承受夹紧力和切削力作用时不易变形、不产生振动,且夹紧后不改变工件的原有定位。夹具的刚度对于工件加工精度的影响,比机床上某些离开切削区较远的部件来说更为直接。一般的专用夹具都是根据某种零件某一工序设计的,如果刚度不足而影响精度,就必须修改或重行设计制造。对于组合夹具,因系采用通用的标准化元件组合而成,因此必须注意从保证足够刚度的角度出发选择组合的方案。
5.3.4减小工艺系统受力变形和提高工艺系统刚度的措施1、增加机床的床身以及夹具体等支承零件本身的静刚度。(增加截面积,大的惯性矩)2、提高接触刚度。(提高表面粗糙度和形状精度的要求)3、设置辅助支承,提高部件刚度。4、采用合理的安装方法和加工方法。
5.4工艺系统热变形产生的误差5.4.1概述加工过程中,工艺系统受各种热的影响产生温度变形,破坏了刀具与工件的正确几何关系和运动关系,引起加工误差。在精密加工中,热变形对加工精度具有更大影响。近年来,数控机床的发展,机床无人操作,工艺系统的热变形对加工精度的影响不可能再由操作者进行调整补偿。有关热变形问题的研究就显得更为重要。根据实验研究的资料来看,有些加工方法因热变形引起的加工误差,几乎占了总误差的40—70%。譬如车削加工,因为刀具受热伸长产生的误差占了加工误差的1/3~1/2。热变形影响刀具和工件间的正确几何关系和运动关系。
工艺系统的热源工艺系统的热源可分为两大类,即内部热源和外部热源。内部热源外部热源
5.4.2机床热变形对加工精度的影响1、车床主轴抬高。8小时可以抬高13μm。(CW6140)室温初始热平衡阶段降温3—10小时10—30小时
2、刨床6小时可以抬高0.2—0.3mm(B650)3、磨床上表面热伸长使砂轮离开工件。6小时后0.05mm5.4.3刀具热变形对加工精度的影响刀具热变形的热源主要是切削热,虽然切削热大部分遗留在切屑中,传给刀具的部分占总热量很小的百分比。但因刀体小,热惯性小,刀具的工作表面通常被加热到很高的温度。例如高速钢车刀的刀刃部分温度可达700—800ºC。
一般刀具热变形量可达0.03~0.05毫米。刀具热变形在一定程度上与刀具磨损互相补偿。
5.4.4工件的热变形对加工精度的影响工件的热变形有两种情况:对称受热。如车、镗、磨等加工方法不对称受热。例如平面的刨、铣、磨等工序在均匀、连续受热的情况下(即有稳定的温度场),工件的热变形,可按下式计算:△L=αL△t毫米式中α--工件材料的线膨胀系数(钢α—1.17×10-5/ºC,铸铁α—1×10-5/ºC);△t—工件温升;L—热变形方向的工件尺寸。
不对称受热加工中加工后
5.4.5环境温度对加工精度的影响除了工系统内部发热引起热变形外,周围环境温度变化也会引起热变形。车间的温度一昼夜变化可达10ºC左右,这不仅影响机床本身的几何精度,而且直接影响工件的加工和测量精度。用精密机床进行精密加工和精密成品的装配,均应在恒温车间进行
5.4.6热变形的控制措施热源-------导路------受体1.减小发热和隔热。2.强制冷却,控制温升,使温度均衡。3.加快升温,保持热平衡。4.控制环境温度。5.5加工误差分析在生产实际中,影响加工精度的因素往往是错综复杂的,有时很难用单因素的估算方法来分析其因果关系,而要用数理统计方法来找出解决问题的途径。
5.5.1系统误差与偶然误差的概念各种单因素的加工误差,按其性质的不同可分为系统误差与偶然误差。数值-----确定----常值系统误差例:定尺寸刀具加工工件系统误差变化规律----已知---规律性变化的系统误差例:正常磨损段的刀具磨损;工艺系统的热变形误差数值----不确定偶然误差变化规律----尚未我们所知对于某一具体的误差来说,它究竟是属于系统误差还是偶然误差,应根据实际情形来决定。
5.5.2加工误差的综合各种因素引起的单项加工误差的总和还可用以下方法进行数学计算:1、系统性误差用代数法相加。各因素引起的单项误差有正、负符号(使工件尺寸增大或减小),可以相互抵消。例:加工方法本身的理论误差,刀具磨损引起的误差,刀具热变形引起的误差,以及机床本身几何形状的误差等皆为系统性误差。2、随机性误差用平方和根法合成。例:工艺系统弹性变形引起的误差,安装工件所引起的误差,以及调整机床所引起的误差皆为随机性误差。
3、系统性误差和随机性误差相加则用算术法加工总误差可用下式估算:对于平面加工,加工总误差按下式计算对于内、外圆表面和对称的平面,加工总误差按下式计算上两式中△db——工艺系统弹性变形所引起的误差;△zj——工件的装夹误差(包括定位误差和夹紧误差);△t——机床调整误差;△dm—刀具尺寸磨损;△r——工艺系统热变形引起的误差;∑△xz——由机床误差等因素引起的几何形状误差的总和。△dm,△r,及∑△xz均为系统误差,其余为偶然误差。各系统误差按代数法相加,偶然误差用平方和的平方根法相加。
5.5.3分析加工精度的统计方法在生产实际中,常用统计方法来研究加工精度。主要有两种方法,即分布曲线法和点图法。1、分布曲线法在一般情形下,在机床上用调整法加工一批零件所得到的尺寸分布曲线是符合正态分布曲线的。方程式:,若取a=0,则有:,若令,则有:。正态分布曲线的总面积:,各种不同z值的φ(z)之值,可由表中查出。
(1)技术特征(纯属偶然因素)(充要特征)1)单峰中凸:绝对值越小的误差出现的概率越大;绝对值越大的误差出现的概率越小。2)对称:绝对值相同的误差,出现的概率相同。3)定宽:不会超过某一范围。6σ
(2)主参数1)集结中心:算术平均值。集结中心最好和公差带分布中心重合。2)分散范围:6σ,均方差
(3)图形识别偏移---调整误差系统自身精度含有系统误差
图形识别两个单峰叠加,两批零件。各自纯为偶然因素。但这两次之间都有系统误差。平顶有一占优势的系统误差(此系统一定是线性的)例如:刀具磨损,切屑堆积,操作疲劳,热变形。
图形识别孤岛条件突变,错误读数,测量错误。偏向某一方向试切法加工的尺寸(心理作用,避免不可修复的废品)
结束
Shelookslikeanyotherschoolgirl,fresh-facedandfulloflife.SarahThomasislookingforwardtochallengeofhernewA-levelcourse.Butunlikeschoolfriends,16-year-oldSarahisnotspendinghalf-term61(rest).Instead,sheisearning$6500adayas62____modelinNewYork.restinga
Sarah63(tell)thatshecouldbeBritain’snewsupermodelearningamilliondollarsinthenewyear.HerfatherPeter44,wanthertogiveupschooltomodelfulltimeButSarah,64_______hastakenpartinshowsalongwithtopmodelswants65(prove)thatshehasbrainsaswellasbeautyhasbeentold/wastoldwhotoprove
sheisdeterminedtocarryonwithher66(educate).Shehasturneddownseveral67(invitation)tostaratshowsinordertoconcentrateonherstudiesAfterschoolsheplanstotakeayearofftomodelfulltimebeforegoingtouniversitytogetadegree68_____engineeringorarchitecture.educationinvitationsin
Sarahsays,"MydadthinksIshouldtaketheoffernow.Butatthemoment,school69(come)first.Idon"twanttogettooabsorbedinmodeling.Itis70(certain)funbutthelifestyleisalittleunreal.Idon"twanttohavenothingelsetofallbackonwhenIcan"tmodelmymore."comescertainly
'
您可能关注的文档
- 最新工程光学(第四章光阑)课件PPT.ppt
- 最新工程材料-课件PPT课件.ppt
- 最新工程测试技术基础--第三部分-传感器原理课件PPT.ppt
- 最新工程测试技术—第2章压力传感器1-6节.课件PPT.ppt
- 最新工程概预算第八章资料课件PPT.ppt
- 最新工程热力学课件2资料课件PPT.ppt
- 最新工程造价计价-PPT课件PPT课件.ppt
- 最新工程造价控制简介(公司)课件PPT.ppt
- 最新工程经济第八章课件PPT课件.ppt
- 最新已知一次函数y=kxb的图像课件PPT.ppt
- 最新师德演讲背景图片课件PPT.ppt
- 最新布托啡诺--讲解课件PPT.ppt
- 最新常用的寄生虫检查方法课件PPT.ppt
- 最新常用护理技术无菌操作课件PPT课件.ppt
- 最新常见心理健康问题课件PPT.ppt
- 最新常见意外创伤的紧急处理方法课件PPT.ppt
- 最新常见缓慢与快速心律失常的处理-课件PPT课件.ppt
- 最新常规器械清洗流程课件PPT.ppt