

- 1.28 MB
- 2022-04-29 14:27:50 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'血栓与止血检验的临床应用
一、血栓与止血检测
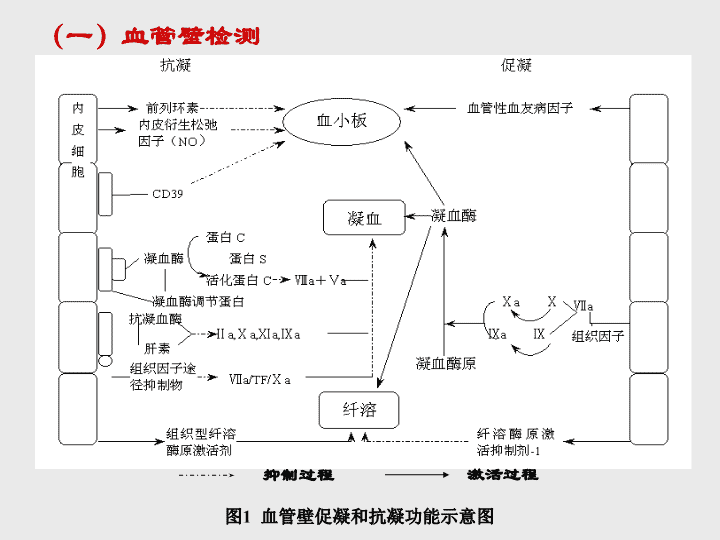
(一)血管壁检测图1血管壁促凝和抗凝功能示意图抑制过程激活过程
试验名称病理生理检测方法参考范围临床意义P-选择素PPACRTTXB2DM-TXB211-DH-TXB2血小板活化PLT凝血异常PLT量/质异常血小板活化同上同上放射免疫法流式细胞术定量法ELISA酶标法酶标法(1.61%±0.72)×1010分子数/ml正常人血小板表面上的磷酸酰丝氨酸阳性率为30%血块收缩率为48%~64%76.3±48.1ng/L尿206±19ng/L肌酐尿299±20ng/L肌酐↑血栓病↓血小板无力症,抗血小板药;↑血栓前状态,血栓病↓ITP,低纤维蛋白原血症↑因子ⅩⅢ缺乏症↓环氧酶或血栓烷合成酶缺乏或受抑制;↑血栓病同上同上表2血小板检测注:PPA,血小板促凝活性;CRT,血块收缩试验;TXB2,血栓烷B2;DM-TXB2,去二甲基-血栓素B2;11-DH-TXB2,11-去氢-血栓素B2
转化激活抑制抗凝血酶抑制位点纤维蛋白肽A/BCa2+fibrinⅩⅢaⅩⅢ可溶性纤维蛋白单体FMFbgTM-Ⅱa蛋白C活化蛋白(蛋白S)凝血酶VaⅩⅩa组织因子途径抑制物Ⅹa凝血酶原蛋白C抑制物Ⅶ/Ⅶa-组织因子-Ca2+ⅪaⅨaⅨⅧa图3凝血机制示意图Ⅺ(三)凝血系统检测
试验名称病理生理检测方法参考范围临床意义CTAPTTPTFg内源凝血系统活性内源凝血系统活性外源凝血系统活性反映纤溶活性玻璃试管法塑料试管法凝固法凝固法凝血酶法5~12min10~20min比正常对照值延长10s比正常对照值延长3s2~4g/L↑凝血因子缺乏同上,监测肝素同上,监测口服抗凝剂↓纤溶亢进↑血栓病表3凝血系统检测注:CT,全血凝固时间;APTT,活化部分凝血活酶时间;PT,血浆凝血酶原时间;Fg,血浆纤维蛋白原
试验名称病理生理检测方法参考范围临床意义FⅧ:CFⅨ:CFPAF1+2TFsFMC内源凝血活性内源凝血活性反映凝血酶生成反映凝血酶原酶活性组织、内皮细胞损伤,外源凝血激活反映凝血酶活性一期法一期法ELISAELISAELISAELISA103.0±25.7%91.8±30.4%1.83±0.61μg/L0.4~1.1nmol/L<10pg/ml48.5±15.6mg/l↑血栓病;↓血友病A,vWD↑血栓病;↓血友病B↑凝血酶生成增多,血栓病↑血栓病↑引起组织或内皮损伤,血栓病↑血栓病,凝血功能增强表3凝血系统检测注:FⅧ:C,凝血因子Ⅷ活性;FⅨ:C,凝血因子Ⅸ活性;FPA,纤维蛋白肽A;F1+2,凝血酶原片段1+2;TF,组织因子;sFMC,可溶性纤维蛋白单体复合物
SCATⅡa凝血酶调节蛋白Ⅱa硫酸乙酰肝素ATⅡaAPC蛋白C肽ⅤaⅧaⅨaⅧaCa2+磷脂FgFPA纤维蛋白PAI-1抑制灭活ⅩaF1.2Ⅹa肽ⅩⅤaⅡⅩaCa2+图4抗凝血系统示意图(四)抗凝血系统检测
试验名称病理生理检测方法参考范围临床意义TT甲苯胺蓝纠正试验ACLALEA反映FDP生成和抗凝作用纠正类肝素影响依赖磷脂的凝血因子或抗凝蛋白同上凝固法ELISALupo试验Lucor试验Lupo/Lucor16~18sTT缩短>5sIgG≤26%IgM≤21%IgA≤25%33~44s30~38s1.0~1.2↑纤溶亢进,存在抗凝物质,监测溶栓治疗类肝素物质↑动/静脉血栓,自发性流产,血小板减少等同上表4抗凝血系统检测注:TT,凝血酶时间;ACLA,抗心磷脂抗体;LEA,狼疮抗凝物质
试验名称病理生理检测方法参考范围临床意义AT:AgAT:APC:ATPS/FPSTFPI:ATAT灭活凝血酶同上生成APC灭活FⅤa、FⅧaPC辅因子抑制外源凝血途径凝血酶大量生成ELISA发色底物法发色底物法免疫火箭电泳法发色底物法ELISA0.29±0.03g/L108.5±5.3%64%~147%TPS(96.6±9.8)%FPS(100.9±11.6)%1.16±0.19U/ml1.45±0.4μg/L↓血栓病,DIC,肝肾疾病同上↓先天性/获得性PC缺陷症↓血栓病↓先天性/获得性PS缺陷症↓血栓病多为获得性缺乏↑血栓病表4抗凝血系统检测注:AT:Ag,抗凝血酶抗原;AT:A,抗凝血酶活性;PC:A,蛋白C活性;TPS/FPS,总蛋白S/游离蛋白S;TFPI:A,组织因子途径抑制物活性;TAT,凝血酶-抗凝血酶复合物
(五)纤溶血系统检测图5纤溶系统示意图scu-PA:单链尿激酶型纤溶酶原激活剂;tcu-PA:双链尿激酶型纤溶酶原激活剂;PAI-1:纤溶酶原激活抑制剂-1;PAI-2:纤溶酶原激活抑制剂-2;PK:激肽释放酶原;K:激肽释放酶;HMWK:高分子量激肽原纤溶酶sct-PAscu-PAPKFⅫa,HMWKKPAI-1PAI-2tcu-PAtct-PA纤溶酶原α2-抗纤溶酶,α2-巨球蛋白链激酶,尿激酶纤维蛋白原降解产物X、Y、D、E、Bβ1-42,A,B,C,H凝血酶纤维蛋白肽A/纤维蛋白肽B因子ⅩⅢa可溶性纤维蛋白单体纤维蛋白X’、Y’、D、E’、Bβ15-42,A,B,C,H纤溶酶纤溶酶X’、Y’、D、E’、D-D,DDE,DXD,DY,YY活化补体-1抑制物
试验名称病理生理检测方法参考范围临床意义ELTt-PA:APLG:APAI-1:Aα2-AP:AFDPD-DPAPTAFI纤溶总活性增多纤溶活化t-PA/u-PA激活底物抑制t-PA/u-PA活性纤溶抑制剂纤溶激活纤溶激活随PL增加而增多PL抑制物生化法发色底物法发色底物法发色底物法发色底物法ELISAELISAELISAELISA>120min0.3~0.6U/ml85.55%~27.83%0.1~1AU/ml95.6±12.8%血FDP≤5μg/L0~0.256mg/L0~150μg/L14~34μg/L<70min纤溶亢进↑原发性/继发性纤溶亢进↓原发性/继发性纤溶亢进↓原发性/继发性纤溶亢进↓纤溶亢进↑原发性/继发性纤溶亢进↑原发性纤溶亢进↑纤溶亢进↓纤溶亢进表5纤溶系统检测注:ELT,优球蛋白溶解试验;t-PA:A,组织型纤溶酶原激活剂活性;PLG:A,纤溶酶原活性;PAI-1:A,血浆纤溶酶原激活物抑制剂活性;α2-AP:A,α2-抗纤溶酶抑制物活性;FDP,纤维蛋白(原)降解产物;D-D,D-二聚体;PAP,纤溶酶-抗纤溶酶复合物;TAFI,凝血酶激活纤溶抑制物
二、血栓与止血检测的应用
(一)出血病中的应用图6一期止血缺陷的筛检试验的应用正常出血时间延长血小板计数减少增多血小板减少血小板增多某些凝血因子缺乏血小板功能缺陷原发性继发性遗传性获得性原发性反应性血管性血友病低(无)纤维蛋白原血症遗传性获得性遗传性获得性一期止血缺陷
BT↑PLT减少周围血涂片血小板增多正常α-颗粒缺乏GTFⅧ:C↓VWF:Ag↓VWF:Rco↓APTT↓PAgT↓CD62p↓服药史释放反应↓vWD多聚体异常骨髓图片/活检抗血小板药物PAgT↓PAdT↓CD41或CD61↓BSSITP脾功能亢进症血小板增多症AA或放、化疗后低增生,RBC、WBC、PLT减少巨核细胞系增生/正常伴成熟障碍CD42b或CD42a↓脾脏检查正常脾肿大脾肿大或正常巨核细胞系增生,血小板聚集不聚集分散大小各异,数量减少大小不同,明显聚集大小正常或轻度增大图7一期止血缺陷的诊断步骤注:AA:再生障碍性贫血;ITP:特发性血小板减少性紫癜;PAdT:血小板粘附试验;PAgT:血小板聚集试验;BSS:巨血小板综合征;GT:血小板无力症;FⅧ:C:凝血因子Ⅷ促凝活性;vWF:Ag:血管性血友病因子抗原;vWF:Rco:血管性血友病因子相关辅因子;vWD:血管性血友病
图8二期止血缺陷筛检试验的应用因子Ⅶ缺陷症(遗传性、获得性)外源途径缺陷APTT(N)PT(A)APTT(N)PT(N)APTT(A)PT(N)APTT(A)PT(A)共同途径缺陷因子Ⅹ、Ⅴ、Ⅱ、Ⅰ缺陷症(遗传性、获得性)N:正常;A:异常;PK:激肽释放酶原;HMWK:高分子量激肽原因子ⅩⅢ定性试验阳性因子ⅩⅢ缺陷症(遗传性、获得性)因子Ⅷ、Ⅸ、Ⅺ缺陷症(遗传性、获得性)有出血症状内源途径缺陷无出血症状因子Ⅻ、PK、HMWK缺陷症(遗传性、获得性)二期止血缺陷
APTT、PTAPTT异常PT异常APTT、PT异常APTT、PT正常FⅦ:C怀疑FⅩ、FⅤ、FⅡ、Fg缺陷异常出血史怀疑血友病A、B;FⅪ缺陷或严重vWDFⅧ:CTT怀疑FⅩⅢ缺陷单碘醋酸定性试验正常延长FⅧ:C缺陷正常,考虑FⅨ缺陷降低正常vWDvWF功能试验血友病AFⅧ抗体FⅪ:C正常,考虑FⅪ缺陷FⅩ:CFⅡ:CFⅤ:CFg免疫法测定低纤维蛋白原血症异常纤维蛋白原血症FⅨ:CvWF:Ag图9二期止血缺陷的诊断步骤注:APTT:活化部分凝血活酶时间;PT:凝血酶原时间;TT:凝血酶时间;Fg:纤维蛋白原含量;FⅩⅢA:Ag/FⅩⅢB:Ag:凝血因子ⅩⅢA/ⅩⅢB亚基抗原降低正常FⅩⅢA:AgFⅩⅢB:AgFⅩⅢ缺陷症阳性阴性
严重肝病依K因子缺乏循环抗凝物原发性纤溶继发性纤溶PLT↓NNN↓血小板功能↓NNN↑/↓APTT↑N/↑N/↑N↑PT↑↑N/↑N↑Fg↓NN↓↓↓TT↑NN/↑N↑F:C除FⅧ外,余↓FⅡ、Ⅶ、Ⅸ、Ⅹ均↓N/↓N↓AT↓NNN↓PC↓↓NN↓PS↓↓NN↓t-PAN/↑N↑/NN/↑N/↑ELTN/↓NN↓↓↓D-D↑NNN↑FDP↑NN↑↑注:↓:减少;↑:增加或延长;N:正常;↓↓:明显减少;N/↓:正常或减少;N/↑:正常或增多表6获得性凝血障碍项目的选择和应用
表7血栓前状态检测的结果1、筛检试验①活化的部分凝血活酶时间(APTT)和(或)血浆凝血酶原时间(PT)可能缩短;②纤维蛋白原(Fg)含量可能增高;③血小板聚集试验(PAgT)的聚集率可能增高;④血液粘度测定一般增高。然而这些试验的灵敏度较差。(二)血栓病中的应用
表7血栓前状态检测的结果2、常用试验①血管性血友病因子抗原(vWF:Ag)增高:反映血管内皮细胞损伤;②β-血小板球蛋白(β-TG)增高:反映血小板被激活;③可溶性纤维蛋白单体复合物(sFMC)增高:反映凝血酶生成增多;④抗凝血酶活性(AT:A)减低:反映凝血酶的活性增强;⑤纤维蛋白(原)降解产物(FDPs)和D-二聚体减少:反映纤溶酶活性减低。(二)血栓病中的应用
表7血栓前状态检测的结果3、特异试验①凝血酶调节蛋白(TM)和(或)内皮素-1(ET-1)增高:反映血管内皮细胞受损;②P-选择素(P-selectin)的(或)11-去氢-血栓素B(11-DH-TXB2)增高:反映血小板被激活;③凝血酶原片段1+2(F1+2)和(或)纤维蛋白肽A(FPA)增高:反映凝血酶的活性增强;④凝血酶-抗凝血酶复合物(TAT)增高:反映凝血酶活性增强;⑤组织因子(TF)活性增高:反映外源凝血系统的凝血活性增强;⑥纤溶酶-抗纤溶酶复合物(PAP)减少:反映纤溶酶活性减低。(二)血栓病中的应用
疑PC系统疾病疑AT疾病AT:A(凝固法)APC-R(凝固法)PC:A(凝固法)PS:A(凝固法)AT:Ag(免疫法)临床疑易栓症PC:Ag(免疫法)TPS:Ag(免疫法)因子VLeiden突变FPS:Ag基因分析排除获得性缺乏PC、PS、AT、FⅫ和狼疮抗新物质等阳性阳性阳性阳性阳性正常AT缺陷症AT缺乏正常阳性正常PC缺陷症PC缺乏PS缺陷症正常阳性阳性PC缺乏C4b-Bp↑图10易栓症检验诊断步骤注:APC-R,活化蛋白C抵抗;PC:A,蛋白C活性;PC:Ag,蛋白C抗原;PA:A。蛋白S活性;TPS:Ag,总蛋白S抗原;FPS:Ag,游离蛋白S抗原;AT:A,抗凝血酶活性;AT:Ag,抗凝血酶抗原
易栓症病理生理检验结果与分型AT缺乏症Ⅰ型Ⅱ型蛋白C缺陷症Ⅰ型Ⅱ型蛋白S缺陷症Ⅰ型Ⅱ型ⅠaⅠbⅡaⅡbⅡcⅡaⅡbⅡaⅡbAT:A↓↓↓↓↓NPC:A↓↓↓PS:A↓↓↓AT:Ag↓↓NNNPC:Ag↓NNTPS:Ag↓NN肝素结合活性NN/aN↓NAnPC:A/PC:Ag比率>0.75>0.75<0.75FPS:Ag↓N↓表8易栓症的检验结果注:↓,减低;↓↓,明显减低;↑,增高;↑↑,明显增高;APC-SR,活化蛋白C敏感比值;N,正常;TPS,蛋白S总量;FPS,游离蛋白S
失代偿性(显性)DIC诊断标准代偿性(非显性)DIC诊断标准原发疾病存在不存在Plt(×109)SFMC/FDPPT(s)Fg判断标准:+2分0分>1000分<100+1分<50+2分不↑0分中度↑+2分高度↑+3分未延长或延长<3S0分延长3~6S+1分延长>6S+2分≥1.00分<1.0阶段+1分积分>5分者,符合显性DIC诊断,每天重复测定并记分,动态观察+2分0分>1000分<100+1分动态观察:↑-1分,稳定0分,↓+1分不↑0分↑+1分动态观察:↓-1分,稳定0分,↑+1分未延长或延长<3S0分延长>3S+1分动态观察:缩短-1分,稳定0分,延长+1分特殊检查:AT:正常-1分,↓+1分PC:正常-1分,↓+1分TAT:正常-1分,↓+1分PAP:正常-1分,↓+1分TAFI:正常-1分,↓+1分积分为2~5分,提示非显性DIC诊断,每天重复测定并记分,动态观察表9DIC的积分诊断标准
(35)轻度异常图11静脉血栓(肺血栓栓塞)的诊断步骤D-D检测无DVTCUSPCPDVT无DVT静脉造影无DVTDVT(+)(1)(1)(-)(44)低/中高(2)(+)(24)(46)(-)>500μg/L(70)(30)≤500μg/L可疑DVT患者(100)临床预测患病率(PCP)低中高D-D检测无PECUSPE(6)低(+)(15)(55)(-)>500μg/L(70)(30)≤500μg/L可疑PE患者(100)临床预测患病率(PCP)低中高PCP无PE肺血管造影无PEPE(+)(7)(22)(-)高/中(29)(13)正常或基本正常V/P闪烁造影无PEPE高度异常(7)注:由于D-D检测对静脉血栓栓塞(VTE)高度敏感,可用于DVT或PE的筛选判断。如低于临界值(ELISA:500μg/L),可排除患病的可能性;如高于临界值,应结合PCP采用更特异的试验。括号内的数字表示100个门诊可疑DVT或PE患者出现相应结果的人数。本研究假设调查群体VTE的患病率约25%。CUS,静脉压迫超声检查;V/P,肺灌注/通气
表10获得性血栓诊断结果ACS脑梗死深静脉血栓血管损伤标志物vWFET-1TM6-酮-PGF1α↑↑↑↓/N↑↑↓/N↑↓血小板活化标志物β-TGPF45HTTXB2/11-DH-TXB2P-选择素↑↑↑↑↑↑↑↑↑↑↑/N↑/N↑/N↑/N注:↑,增高;↓,降低;N,正常;ET-1:内皮素-1;β-TG:β-血小板球蛋白;PF4:血小板第4因子;5HT:5-羟色胺;ACS:急性冠脉综合征;11-DH-TXB2:11-去氢-血栓素B2
表10获得性血栓诊断结果注:↑,增高;↓,降低;N,正常;TF:组织因子;TFPI:组织因子途径抑制物;F1+2:纤维蛋白凝血酶原片段1+2;FPA:纤维蛋白肽A;PCP:蛋白C肽;Bβ15-42:纤维蛋白Bβ15-42肽;ACS:急性冠脉综合征ACS脑梗死深静脉血栓凝血因子活化标志物TFTFPIF1+2FPA↑↓↑↑↑↑/N↑/N↑↑抗凝蛋白活化标志物TATPCP↑↑↑/N↑/N↑纤溶活化标志物t-PAPAIPAPBβ15-42FDPD-D↓↑↑↑↑↑↓↑↑/N↑/N↑↑↓/N↑/N↑↑↑↑
药物检测方法适宜范围备注抗血小板药阿司匹林氯吡格雷GPⅡb/Ⅲa抑制剂抗凝药物普通肝素(uFH)口服抗凝剂溶栓药物(SK、uK、t-PA)PAgT(AA诱导)PAgT(ADP诱导)PAgT(ADP诱导)APTTuFH浓度测定PT(INR)FgTTFDP降至用药前PAgT的50%比正常对照延长1.5~2.0倍0.2~0.4IU/ml2.0~2.5,不大于3.01.20~1.50g/L比正常对照延长2.0~2.5倍300mg/L~400mg/L不同药物选用不同诱导剂APTT和PT均要设正常对照值Fg、TT和FDP联合检测表11抗栓溶栓治疗的检测监测
谢谢!
GMP培训岗位标准操作规程及其他相关规程(生产各工序、设备、清洁、物料)
总则标准操作规程1、岗位标准操作2、设备使用和维护标准操作3、卫生清洁标准操作
岗位标准操作规程提取岗位标准操作规程(投料)、提取及药液过滤、(出渣)、浓缩出膏等岗位;其他:醇沉、渗漉、酒精回收;制剂岗位标准操作规程颗粒剂:粉碎、称量配料、稀酒精配制、制粒干燥、整粒总混、颗粒分装等岗位;(干压制粒)胶囊剂:胶囊充填、抛光、铝塑包装等岗位;外包装岗位标准操作规程打印批号(合格证、彩盒)、包装装盒、装箱打包、(入库)。
岗位标准操作规程复核制度接受物料的复核内容:1原辅料:复核外包装标签与容器内合格证或盛装单上的品名、规格、批号、数量是否相符,称量好的原辅料与指令单上原辅料的名称、规格、批号、数量是否相符。2包装材料:复核品名、规格、数量、包装材料上所印刷的文字内容及尺寸大小与所要包装的药品是否相符。3在产品中间体、半成品、首先逐桶检查容器内有无盛装单,将盛装单对照生产指令复核品名、规格、批号、数量;4检查化验报告书,证明所接受的物料为合格品。
岗位标准操作规程复核制度称量复核:1按本制度第1条规定内容复核被称量物;2对磅秤的规格与砝码复核确认;3对磅秤或天平零点的校正复核确认;4复核皮重、毛重、净重,剩余料的净重。
岗位标准操作规程复核制度计算的复核:1计算包括配制指令的计算,投料(用料)的计算,片(粒)重的计算,原辅料、包装材料用量的复核;2各岗位物料平衡的计算必须经复核确认;3所有的计算复核要以原始记录为依据进行复核、计算确认。原始记录的复核:生产过程中产生的原始记录均要指定专人复核。
岗位标准操作规程复核制度工作的复核1铝塑包装机以及标签、合格证、大中小盒所盖批号均要复核确认。2对生产所使用的各类模具领用、收回均要复核;3各工序清场清洁卫生工作结束后由质监员要复核确认是否合格。4各工序的复核人由班组长指定。
岗位标准操作规程复核制度责任:1复核者所发现的错误由被复核人纠正,如已造成损失,其责任由被复核人负责;2由于复核者的疏忽,该发现的错误未发现而造成损失,其责任由被复核人和复核人共同承担。
岗位标准操作规程生产前准备一、生产前准备1文件检查1.1操作人员仔细阅读本批指令,明确生产产品名称、规格、批号、批投料量、工艺要求等指令内容。1.2操作人员检查是否取得上批的“清场合格证(副本)”,并在清场效期内。1.3操作人员检查是否取得本批的“生产证”。
岗位标准操作规程生产前准备2设备检查2.1操作人员检查生产设备的性能状态是否完好,是否挂有绿色的“已清洁”标示牌。2.2操作人员将所使用设备悬挂的绿色“已清洁”标示牌换成绿色“正在运行”标示牌。在设备使用前后做好设备维护保养,使用过程中随时注意设备运行状况,并填写设备运行、保养记录。
岗位标准操作规程生产前准备3读出操作室的温度、相对湿度,确定温度、相对湿度符合生产工艺的要求,并及时记录。无特殊要求,温度18~26℃,相对湿度45%~65%
岗位标准操作规程生产前准备4操作人员用75%的酒精对所使用的设备、容器具、辅助用具等擦拭消毒。各工序生产所用的设备内外壁擦拭消毒;
岗位标准操作规程生产前准备5物料——复核其名称、规格、编号等,并填写“物料进出记录”。制剂车间有不同的中间站和存放室——原料暂存间、称量配料中间站、颗粒中间站、胶囊中间站、半成品中转站、空胶囊存放室、内包材存放室,均设立“物料进出记录”
岗位标准操作规程二、生产各工序标准操作提取投料→提取→浓缩出膏→粉碎→称量配料→制粒干燥→整粒总混→颗粒分装→外包装
岗位标准操作规程1提取及药液过滤设备:提取罐、离心机、清液罐状态标志:已清洁、正在运行、清场合格证、生产证;记录填写:设备运行和维护保养记录、批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程提取及药液过滤1操作人员按“热回流提取浓缩器使用标准操作规程”进行提取操作。2沸腾后记录时间,提取至“提取指令”规定的时间,关闭提取设备,打开提取罐出液阀门,打开高位槽进液阀门,打开高位槽真空阀门,降压也抽至高位槽中。3高位槽抽入适量药液后,关闭高位槽真空阀门,关闭进液阀门,打开高位槽出液阀门,放出药液至离心机,按照“离心机使用标准操作规程”过滤药液之清液罐,记录药液量。
4如需多次提取操作的,在加入规定量溶媒后,按照1~3操作。5提取及药液过滤操作结束后,认真及时填写“提取记录”;操作人员按“出渣标准操作规程”进行出渣操作。6将所使用设备悬挂的绿色“正在运行”标示牌换成黄色“待清洁”标示牌。清场
岗位标准操作规程2浓缩出膏设备:酒精回收-收膏器、清液罐状态标志:已清洁、正在运行、清场合格证、生产证;记录填写:设备运行和维护保养记录、批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程浓缩收膏1操作人员按“酒精回收-收膏器使用标准操作规程”打开进液阀门,将清液罐内的药液抽入酒精回收-收膏器内,打开蒸汽进行浓缩收膏操作。2操作人员随时查看收膏器内药液量,及时补充药液。3清液罐内所有药液全部抽完后,将清液罐的“正在运行”标牌换成黄色的“待清洁”标牌。
4操作人员在药液浓缩到一定量后,将收膏器内放出一定量,用比重计在一定温度下测量其比重,当比重达到“提取指令”规定的范围值时,关闭蒸汽阀,同时关闭真空抽气阀门,解除罐内真空,关闭冷却水循环阀门。5将洁净的盛膏桶放在出膏口处,放好60目筛网,待真空解除后,操作人员将出膏阀门打开,放出清膏经筛网过滤至盛装桶,称量清膏数量,悬挂标示牌。
6清膏收集完毕后,在清膏表面喷洒75%的酒精适量,盖好盖子,及时密封,送入冷藏库贮藏。7当酒精回收-收膏器全部放净后,操作人员将酒精回收-收膏器的绿色“正在运行”标牌换成黄色的“待清洁”标牌。8操作人员填写浓缩记录,班组长复核,QA人员审核。清场
岗位标准操作规程3粉碎设备:粉碎机及捕尘设施状态标志:已清洁、正在运行、清场合格证、生产证;记录填写:设备运行和维护保养记录、批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程粉碎1开启捕尘器,操作人员按照粉碎机使用标准操作规程对物料进行粉碎,并及时用洁净容器接收物料细粉。2称量每单件细粉的重量,悬挂标示牌,并将粉碎的细粉运至中间站,填写“物料进出记录”和交接单。
3粉碎结束后,关闭粉碎机,关闭捕尘设施,并将其悬挂的绿色“正在运行”标牌换成黄色的“待清洁”标牌。4操作人员清洁操作过程中损失的物料和细粉,至于废弃物袋中,称量重量并及时填写粉碎记录。清场
岗位标准操作规程4称量配料设备:台秤、捕尘设施状态标志:已清洁、正在运行、清场合格证、生产证;记录填写:批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程称量配料1操作人员根据称量配料的数量到净桶存放室领取洁净的桶和舀子等器具,将其用小车运至称量配料间,并用75%酒精擦拭消毒。2操作人员依据“制剂指令”和限额领料单到中间站领取所需物料,核对其名称、规格、编号、数量等,并在交接单和物料进出记录上签字确认领用,用小车运至称量配料室。
3在QA人员监控下,按照制剂指令的规定比例,称量各物料的单锅数量。4物料按比例称重后及时悬挂标示牌,填写称量配料记录,将所配物料递交下一工序。5称量配料结束后取下“生产证”,换上“待清洁”标示牌。清场
岗位标准操作规程5稀酒精配制状态标志:已清洁、清场合格证、生产证;记录填写:批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程稀酒精配制1操作人员根据稀酒精配制的数量到容器具存放室领取桶、舀子等器具,将其用小车运至稀酒精配制操作间。2操作人员在筒内加入一定量的95%乙醇,称量计数后待开纯化水阀门,边加边搅拌,用酒精计测量酒精比重,直至酒精比重达到“制剂指令”和生产工艺规定的比重,搅拌5~15分钟,称量其重量,悬挂标示牌。3操作人员填写稀酒精配制记录,班组长复核,QA人员审核。清场
岗位标准操作规程6制粒干燥设备:槽式混合制粒机、摇摆式颗粒机、沸腾干燥机、微波灭菌干燥机状态标志:已清洁、正在运行、清场合格证、生产证;记录填写:设备运行和维护保养记录、批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程制粒干燥1检查称量配料工序称量配制的原辅料,核对其标示牌与实际原辅料量是否一致。2按照“槽式混合制粒机使用标准操作规程”试运行槽式混合制粒机,运转正常,准备进行混合制粒。3操作人员将称量配制的原辅料按锅次顺序到入槽式混合制粒机混合槽内,按照“槽式混合制粒机使用标准操作规程”进行混合制粒操作。
4均匀的加入粘合剂混合制规定时间后停机检查混合物,达到捏之成团,击之即散的程度即可。5操作人员将槽式混合制粒机混合槽内的湿混物料放入盛料槽内,运至摇摆式制粒机旁,准备制湿颗粒。
6操作人员在摇摆式制粒机的出料口摆放好接料桶,按照“摇摆式颗粒机使用标准操作规程”开动摇摆式制粒机,向制粒机料斗内装适量的湿颗粒,进行制粒操作。(加料时均匀加入,不宜太慢,以免受压过大,筛网易损坏,随时注意观察筛网,如有破损及时更换,新筛网使用前用75%酒精擦拭消毒。)7将适量制好的湿颗粒,均匀的平铺沸腾干燥器料斗内,将铺好湿颗粒的料斗推至高效沸腾干燥器处,按照“高效沸腾干燥机使用标准操作规程”进行干燥操作。
岗位标准操作规程8达到规定要求,停沸腾干燥机,收出颗粒运至摇摆式颗粒机旁,按照“摇摆式颗粒机使用标准操作规程”规定进行打粒操作。9将打出的颗粒运至微波干燥灭菌机上料处,向料斗内放入一定量的颗粒,按照“微波干燥灭菌机使用标准操作规程”开启微波管,进行微波干燥操作。10操作人员在微波干燥灭菌机出料口接收干燥后的颗粒,运至整粒总混操作间。
11重复3~10制粒干燥操作,直至本批生产结束。12制粒干燥结束后,关闭槽式混合制粒机、摇摆式颗粒机、沸腾干燥机、微波干燥灭菌机,并将绿色的“正在运行”标牌换成黄色“待清洁”标牌,关闭蒸汽和冷却水阀门。。13停机后,清理机器设备料槽内的余料,经过处理后放入尾料的桶内,作为本批尾料处理;填写制粒干燥记录。清场
岗位标准操作规程7整粒总混设备:振荡筛、三维运动混合机状态标志:已清洁、正在运行、清场合格证、生产证;记录填写:设备运行和维护保养记录、批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程整粒总混1开动振动筛,用洁净的舀子加入适量干颗粒,按照“振荡筛使用标准操作规程”开始整理操作;加料不宜过多,以免分离不完全。2整粒出来的颗粒,合格的用一个桶接,另外用两个洁净桶分别接收整粒出来的粗颗粒及细粉。3整粒过程准确称量合格颗粒与不合格颗粒的重量,悬挂标示牌,并记录数值。
4在设备规定的生产量范围内,逐一向三维运动混合机混合筒内加入合格颗粒,盖上盖子拧紧,按照“三维运动混合机使用标准操作规程”开机混合,达到工艺规定时限后停机。5操作人员由放料口放出混合好的颗粒,放入洁净桶中,盖好盖子,准确称量并复核,挂标示牌。用小车将合格颗粒放入中间站,填写“物料进出记录”。
6整粒总混操作结束后,切断振荡筛、三维运动混合机的电源,准确称量不合格粗颗粒和细粉的重量,按照“整粒尾料处理标准操作规程”处理。7及时准确填写整粒总混记录,取下悬挂于操作间门上的“生产证”,换上“待清洁”标志牌,将“生产证”放入批记录内。清场
岗位标准操作规程8颗粒分装设备:颗粒包装机状态标志:已清洁、正在运行、清场合格证、生产证;记录填写:设备运行和维护保养记录、批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程颗粒分装1按照“颗粒包装机使用标准操作规程”分装,颗粒分装规格要符合“制剂指令”规定的规格,记录分装开始时间。2每间隔15~20分钟,操作人员接取连续的四袋或六袋称重一次,重量差异不得超出规定范围。若重差超出要求,应及时调节容杯体积,使之合格,并随检查封合情况,发现不合格品,应及时停机,调整合适再开机,及时挑出不合格品。
3机器运转时,料斗内保持一定量的合格颗粒,颗粒减少应及时补料,防止空袋产生。4在分装操作过程中操作人员及时将分装出来的半成品,及时装入洁净的成装容器内,计数,认真填写标志牌,用小车运至中转站。5分装结束后,操作人员按照“颗粒包装机使用标准操作规程”关闭颗粒包装机,取出剩余颗粒,将颗粒包装机绿色“正在运行”标牌换成黄色“待清洁”标牌,记录分装结束时间。
6班组长对各台颗粒包装机包装的本批合格颗粒数量、产出的半成品数、复合膜的使用量、剩余量等进行统计,并对平衡收率进行计算,填写颗粒分装记录、中间体交接单,移交下一工序,QA人员进行监督审核。7将剩余的复合膜填写“转移单”转至与本批同品种、同规格的下批或直接退库。清场
岗位标准操作规程9外包装设备:全自动打号机、打包机状态标志:已清洁、正在运行、清场合格证、生产证;记录填写:设备运行和维护保养记录、批生产记录;所需容器具准备齐全;所用物料确认无误。
岗位标准操作规程打批号1合格证打号1.1操作人员将领取的合格证放在打号操作台上,检查有无损坏的,将完好的合格证打号面朝上放平。1.2操作人员取出打号用的打号印章和印台,校正核对产品名称、批准文号、规格、包装规格、贮藏、产品批号、生产日期、有效期,并查看印台的印油量。
1.3打号印章确认无误后,对准合格证打号位置摆正,放在上面用双手按住用力压,使印戳面与合格证充分接触后取下印戳。1.4合格证所打文字要清晰易辨认,印号后将合格证从操作台取下放置于打号室规定位置码放整齐。
岗位标准操作规程2包装彩盒打号2.1将领来的包装彩盒放于操作台上,查看各包装彩盒之间是否有粘连,如有粘连将其逐一分开。2.2操作人员按照“包装指令”安装打印批号的字头(包括产品批号、生产日期、有效期)。2.3操作人员按照“打号机使用标准操作规程”试运行打批号机,无异常声音和状况,开机预热。
2.4操作人员将一定数量的包装彩盒码放于操作台上,开打号机,按照“打号机使用标准操作程序”开始打号。2.5打印过程随时检查印字情况,字迹清晰、容易辨认、无倾斜,无漏印,发现不合格的及时捡出放入废品收集箱。2.6打号结束后关闭打号机,操作人员拆除打号机的字头,将打号机绿色“正在运行”标牌换成黄色“待清洁”标牌。
2.7操作人员将打号合格的包装彩盒装入洁净的盛装筐,悬挂标示牌。3操作人员及时填写记录,记录打印合格证、包装彩盒的数量,班组长复核,QA人员审核。
岗位标准操作规程包装操作折内盒1取一个内盒,先将其按照盒体上机器压出的折线折叠,折线折好后将一侧伸出的两个“舌钩”相互交叉在一起,另一侧的也按此操作进行。2将与“舌钩”在同侧的小盒盖向内侧折叠,压住“舌钩”。3将另两侧的大的盒盖折起,压在小盒盖上,并从小盒盖中间裁剪出的豁口出将盒盖的卡头插入。4重复上述的折内盒操作程序,将折好的内盒放在操作台上码放整齐,准备装内盒。5发现不合格的、残损的内盒及时捡出,按不合格品进行销毁。
岗位标准操作规程包装操作折说明书1操作人员到说明书存放地点计数领取待包品包装所用的说明书,将其放到包装操作台上。2取一张或几张说明书将其背面朝上,然后双手在说明书的两长边上取中点,两点为一线对折并将两边对齐压平。3如此重复上述操作将说明书折好打开并在操作台上码放整齐。4折说明书操作时发现不合格的说明书及时装入残损包装材料收集箱中按不合格品处理。
岗位标准操作规程包装操作折包装彩盒1将包装彩盒放在操作台上,在盒内侧打上自己的工号。2取出一个包装彩盒先将彩盒折起成四方桶状,然后将一端的两个侧面小盖沿着机器压好的折线向内侧折叠,再将盒盖沿着线向内侧折,让盒盖前端的卡头沿盒体与盖之间的缝隙插入,并使其卡住。3按照此种方法反复操作;如在折盒过程中发现不合格的包装彩盒,及时拿出放入废弃包装材料收集箱中按不合格品进行销毁。4将折好的彩盒放在包装操作台上准备进行包装操作。
岗位标准操作规程包装操作折包装箱1取一个包装箱检查印刷情况,确认印字清晰准确,并且包装箱完好、无污物、无破损。2将包装箱倒置并打开成方桶状,先将包装箱底部的两侧短边按机器压出的压痕向内侧折叠,与箱体成90°角,然后再将另两侧折叠压上按住。3取封箱胶带将折好的包装箱底面的缝隙封严。4将以大号的合格证贴于大箱侧面规定位置。5重复上述操作将所需的包装箱折好,放于包装操作间码放整齐。6残损的包装箱及时挑出,按不合格品进行处理。
岗位标准操作规程包装操作直接装入彩盒的包装操作1取已折好的彩盒和说明书,将说明书放入彩盒,留一部分在盒外。2从操作台上取规定数量的待包品,检查包装情况确认符合要求,连同说明书装入彩盒。3装入后将盒盖折叠并盖好。
岗位标准操作规程包装操作带内盒的包装操作1从操作台上取一个折好的内盒将盒盖打开,然后双手取与包装规格数量一致的待包品,确认包装袋无破损漏药、印字清晰、数量准确后装入内盒并放平。2然后取一张已折叠好的说明书,正面朝上装入内盒,然后盖好盒盖。3需热封收缩包装的,说明书不用对折,直接平放于内盒外,连同装好的内盒一起装入热缩膜袋中,按照“热封收缩包装标准操作规程”进行热封操作。4取一彩盒将装好的内盒装入,装入时内盒正面与彩盒正面相一致,将盒盖盖好。
岗位标准操作规程包装操作贴签1取一张封口签从上面揭取一个封口签,摆正方向贴于盒面与盒盖交叉边的边棱的中间,封口签上半部分贴于盒盖。2封口签贴上后用手按压将其贴实、粘牢,防止撕开。3将彩盒翻转露出另一贴封口签位置,重复上述贴签操作贴上封口签。4将损坏的封口签贴于一张封口签纸上,操作结束后记录数量。5将贴好封口签的彩盒按照“装箱、封箱标准操作规程”装入包装箱内。
岗位标准操作规程包装操作装箱1操作人员将包装好的、已贴封口签的包装彩盒竖放或正面朝上平放装入包装箱。2将已封口的包装袋正面朝上平放装入包装箱内。3每装一层后清点数量,确认无误后再装入下一层,直至将包装箱装满即装入量与包装规格一致。4装箱完成的进行封箱操作。
岗位标准操作规程包装操作封箱1封箱操作人员核对装入数量准确无误,填写并放入装箱单,然后按照箱体上的压痕将包装箱的上盖向内侧折叠压平。2操作人员将箱盖压紧,取封箱胶带将箱子上盖间的缝隙封严。3将封好的包装箱运至打腰操作工序。
岗位标准操作规程包装操作打包1接收包装操作人员已封好的包装箱,复核名称、批号等。2待打包机预热完成,取包装箱放于打包机台面,按照“打包机使用标准操作规程”进行打包操作。3将已打包的成品按要求及时入库。
岗位标准操作规程包装操作结束及时核对包装数量,并填写批包装记录;清除剩余半成品和包装材料,按规定进行处理;取下“生产证”,换上“待清洁”标示牌。
岗位标准操作规程三、生产结束后清场按照设备清洁标准操作规程清洁所使用的生产设备。按照不同净化级别清洁操作间的墙壁、顶棚、门窗、地面、地漏、水池等;将废物收集后装入废物回收袋中,封口,注明“废弃物”,由物流通道递送出洁净车间,交清洁员处理。操作人员认真填写清场记录,班组长自检清场情况,QA人员检查清场情况,确认符合要求,发给“清场合格证”,其中“清场合格证(正本)”归入批生产记录,“清场合格(证副)”本悬挂于整粒总混操作间门上。按照“辅助用具清洁标准操作规程”、“工具、容器具清洁标准操作规程”仔细清洁容器具、工具。◎
设备sop1、设备使用标准操作规程2、设备日常维护保养标准操作规程3、设备润滑标准操作规程4、设备状态标志5、设备紧急事故处理
设备使用1设备使用实行专人定机制度,严格执行标准操作程序,单机设备由操作者负责日常使用管理,多人操作的设备机组或设备系统由班组长负责。2设备使用人员在上岗前必须先进行操作技术培训,经公司考试合格后持证上岗。精密仪器操作人员、化验员、锅炉工、电焊工、电工要有专业操作许可证书。3操作人员要保持相对稳定。操作人员必须做到“三懂四会”,即懂结构、懂原理、懂性能;会操作、会检查、会维修、会排除故障。4设备操作要严格按照标准操作程序或使用说明书进行,不得违章操作。5设备操作人员除了对设备的正常使用外还要做好设备维护保养工作和设备卫生工作。6设备在运行中发生异常或不能生产出质量合格的产品时,要立即停机,进行检查维修,并将生产出的不合格产品单独收存检验。7当设备需要两班以上连续运行时,要执行设备交接班制度,交接记录设备运行状况。8设备的日常运行使用,要填写运行记录和维护保养记录,记录每月整理一次归档。
设备日常维护1设备日常维修保养是指对设备进行的日常清洗、擦拭、润滑以及调整、检查、维修等行为活动,是设备使用的内容范畴。2设备的日常保养实行专人定机负责制,单机设备由操作人员负责,系统或机组由班组长负责,所涉及到的管线、阀门、仪器、仪表均要专人负责,不得遗漏。3设备操作人员必须确切懂得设备日常清洁养护的方法,确切知道设备需要润滑的部位,以及所用的润滑机油。日常做好设备的保温、防冻、填料更换等工作。4操作人员在使用设备前要仔细检查设备的电气部分、机油量、管线、阀门、仪器、仪表等是否正常,发现问题及时解决,遇有重大异常立即向班组长或车间主任报告,车间主任及时向上级主管部门汇报。5在日常使用设备时,要严格按照设备标准操作规程进行操作,严禁超速、超负荷运行。6设备日常使用后,要及时关闭水、电、蒸汽、压缩空气、真空等系统,使设备处于完全的卸载状态。7操作人员要认真填写设备的日常运行、维护保养记录、故障和维修记录,掌握设备故障规律及预防、判断和紧急处理措施,确保安全生产。
设备润滑1润滑是设备正常运行的必要条件,因此操作人员在日常使用中和设备每次维修检修后的润滑工作是十分重要的。2设备润滑要实行“五定”原则,即定人、定点、定时、定质、定量。定人是指每台设备的润滑都要有固定的人员负责;定时是指定时加油、定期换油;定点是指在规定的部位加油润滑;定质是指所加的润滑油要保证品质;定量是指按规定的量加润滑油。3设备的日常润滑由操作人员负责,设备管理员或维修负责人要对所有设备的机油更换周期进行统一登记,做到定期更换,不得遗误。4设备润滑所需的机油,要按照设备出厂时所规定的品质型号施加,在没有明确规定时,可根据经验使用固定品质型号的机油。5定期更换机油时,换出的废油不得随意倾倒,以免造成对环境的污染,要定期集中定点掩埋或销毁。6设备润滑要有记录,记录内容可在设备维护保养记录中体现。
设备状态标志1设备状态是指设备目前所处的状况,一般用卫生和运行两种标准来判定设备状态。2用卫生标准来判断设备状态时,有两种状态情况,即已清洁状态和待清洁状态。已清洁状态表示设备性能良好,卫生已清洁,可以投入生产使用;待清洁状态表示设备性能良好,等待清洁卫生,清洁后方可使用。3用运行标准来判断设备状态时,有三种状态情况,即正在运行、待维修和停用。正在运行状态表示设备性能状况良好,正在运行当中。待维修状态表示设备性能出现故障,不可使用。停用状态表示因暂停生产十五天以上或因故障暂不能维修时的状态。4表示设备状态的直观方法是给设备挂上状态标志牌。已清洁状态用绿色的硬塑料卡表示,其表面标有“已清洁”字样;“待清洁”状态用黄色的硬塑料卡表示,其表面标有“待清洁”字样;“正在运行”状态用绿色的硬塑料卡表示,其表面标有“运行”字样;“待维修”状态用黄色的硬塑料卡表示,其表面标有“待维修”字样。因暂停生产而致设备停用的状态用红色塑料卡表示,其表面标有“停运”字样;因故障暂无法维修而致设备停用状态用红色塑料卡表示,其表面标有“不能运行”字样。5设备的状态可以同时用两种标准的状态卡复合表示,也可以只用一种状态卡表示。6每台(套)设备均要配齐上述六种卡,以备各种状态出现时使用。7不论设备处于何种状态,设备操作人员要及时为设备挂上相应的状态标志卡。8设备状态标志卡必须挂于设备操作面的明显位置。'
您可能关注的文档
- 最新藏书票课件PPT课件.ppt
- 最新虚拟仪器-labview-课件PPT-6幻灯片.ppt
- 最新虚证与补益类中成药(3)课件PPT.ppt
- 最新蚕的生长变化课件PPT.ppt
- 最新虫豸纲introduction of insecta - [教授教化请求][指南]课件PPT.ppt
- 最新蚕豆病PPT素材课件PPT课件.ppt
- 最新蛔虫蛲虫病预防措施PPT课件课件PPT.ppt
- 最新血栓闭塞性脉管炎PPT课件课件PPT.ppt
- 最新血栓闭塞性脉管炎(课件)课件PPT.ppt
- 最新血栓与止血检验的临床应用(1)课件PPT.ppt
- 最新血栓与止血PPT精品医学课件PPT课件.ppt
- 最新血尿、尿频尿急尿痛课件PPT.ppt
- 最新血尿、尿频、尿急、尿痛课件PPT.ppt
- 最新螺纹连接与螺旋传动课件PPT.ppt
- 最新血气胸护理幻灯片课件PPT.ppt
- 最新血氧饱和度和心输出量的无创伤测量方法课件PPT.ppt
- 最新血气分析常识(4)课件PPT.ppt
- 最新血气分析六步法课件PPT.ppt