

- 1.94 MB
- 2022-04-29 14:32:25 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'机械加工装备及方法
2.1金属切削机床2.1.1机床的分类和型号2.1.2机床的运动2.1.3机床的传动2.1.4机床的基本结构2.1.5典型机床传动系统2.1.6数控机床2.1.7组合机床与自动线及其发展趋势第2章机械加工装备与方法
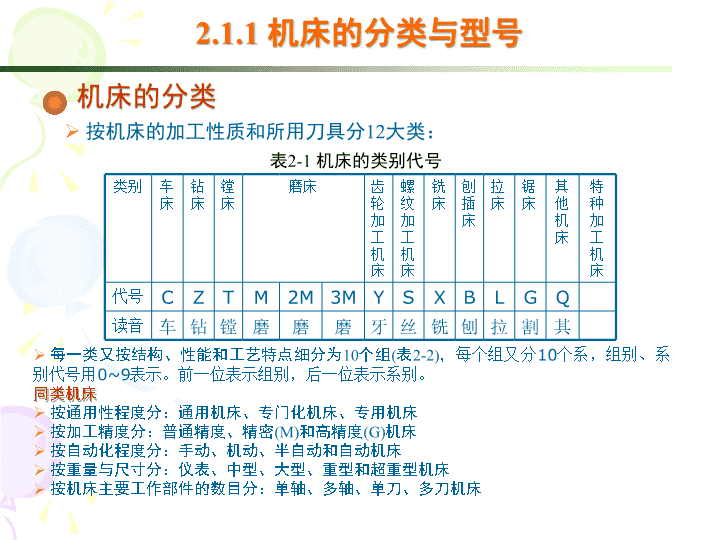
机床的分类按机床的加工性质和所用刀具分12大类:2.1.1机床的分类与型号每一类又按结构、性能和工艺特点细分为10个组(表2-2),每个组又分10个系,组别、系别代号用0~9表示。前一位表示组别,后一位表示系别。同类机床按通用性程度分:通用机床、专门化机床、专用机床按加工精度分:普通精度、精密(M)和高精度(G)机床按自动化程度分:手动、机动、半自动和自动机床按重量与尺寸分:仪表、中型、大型、重型和超重型机床按机床主要工作部件的数目分:单轴、多轴、单刀、多刀机床类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨插床拉床锯床其他机床特种加工机床代号CZTM2M3MYSXBLGQ读音车钻镗磨磨磨牙丝铣刨拉割其表2-1机床的类别代号
主参数基本参数尺寸参数运动参数动力参数主要技术参数尺寸参数指机床的主要结构尺寸,表示机床的加工范围,包括主参数、第二主参数和其他参数。运动参数指机床执行件运动速度。回转运动机床,为主轴的最高、最低转速n(r/min);直线运动机床,为工作台或滑枕每分钟往返次数;进给运动的最大、最小进给量。动力参数指驱动机床运动的电动机功率。应根据切削用量和传动系统的效率来确定。精度参数如主轴回转精度、工作台定位精度等。机床的主要技术参数2.1.1机床的分类与型号
表2-4常用机床的主参数和第二主参数机床主参数名称折算系数第二主参数卧式车床最大工件回转直径1/10最大工件长度立式车床最大车削直径1/100最大工件高度摇臂钻床最大钻孔直径1/1最大跨距卧式镗铣床镗轴直径1/10-坐标镗床工作台面宽度1/10工作台面长度外圆磨床最大磨削直径1/10最大磨削长度内圆磨床最大磨削孔径1/10最大磨削深度矩台平面磨床工作台面宽度1/10工作台面长度齿轮加工机床最大工件直径1/10最大模数龙门铣床工作台面宽度1/100工作台面长度升降台铣床工作台面宽度1/10工作台面长度龙门刨床最大刨削宽度1/100最大刨削长度插床及刨床插及刨削最大长度1/10-拉床额定拉力(t)1/1最大行程2.1.1机床的分类与型号
工件表面可以看成由一条母线沿着一条导线运动而形成,母线和导线统称为发生线。2.1.2机床的运动1.零件表面的形成图2-2零件表面的形成1-母线;2-导线
a)轨迹法b)成形法c)相切法d)展成法图2-3零件表面的成形方法2.1.2机床的运动1.零件表面的形成形成方法有:轨迹法—刀尖规律曲线运动轨迹为母线;成形法—刀刃为母线;相切法—旋转刀具中心沿规律曲线运动,刀缘形成的包络线为母线;展成法—工件和刀具作范成运动,刀刃形成的包络线为母线。
2.1.2机床的运动主运动—对切削起主要作用,消耗机床的主要功率。主运动的速度为切削速度。进给运动—使工件不断投入切削。有一个或几个。◆两种形式:①连续进给,进给速度Vf—mm/s;②间歇进给,进给量f—mm/r、mm/dst2.机床的基本运动两个基本运动是实现切削加工必不可少的。两个基本运动的执行件是:刀具或工件。两个基本运动的形式:①回转运动,转速(r/mim);②直线运动,速度(m/s)或行程次数(dst/min);③复合运动,由两个或两个以上的旋转运动或(和)直线运动,按照确定的关系组合而成。
2.1.2机床的运动3.机床的辅助运动上述不同运动形式不同运动执行件的多种组合,产生了下述不同的加工方法。切入(吃刀)运动(调整切削深度)空行程运动(趋进、退刀、返回…)定位和调整运动(分度、转位、变速、换刀、测量、补偿…,使工件或刀具进入正确加工位置)
外圆磨无心磨车铣加工滚压加工铣削成形磨(横磨)主运动进给运动表2-5外圆表面加工方法刀具T/RT主运动进给运动工件表面成形原理图RRRRRTRRT/R车削成形车削拉削研磨2.1.2机床的运动T—直线运动;R—回转运动
表2-5内圆表面加工方法表面成形原理图钻扩铰镗拉挤行星式内圆磨主运动进给运动刀具主运动进给运动工件RRTRRT/RTRTRTTRTT内圆磨无心磨2.1.2机床的运动
主运动进给运动表2-6平面加工方法刀具主运动进给运动工件表面成形原理图RTRTTT刨插周铣端铣平磨端面平磨车拉T2.1.2机床的运动
车螺纹板牙主运动进给运动表2-7螺纹加工方法刀具主运动进给运动工件表面成形原理图RTRRTTR滚压丝锥铣螺纹梳形铣刀旋风铣磨螺纹RR2.1.2机床的运动
主运动进给运动表2-8齿形加工方法刀具主运动进给运动工件表面成形原理图RTRTTR/TRRR/T铣齿指状铣刀铣齿成形磨齿滚齿剃齿插齿蜗杆砂轮磨齿碟形砂轮磨齿锥形砂轮磨齿2.1.2机床的运动
2.1.3机床的传动0.支撑件:安装和支承其它固定的或运动的部件,承受其重力和切削力,如床身、立柱等;1.动力源:为机床提供动力和运动。2.传动件:将动力和运动传给执行件。功能有:变速、变向、改变运动形式。3.执行件:带动工件或刀具运动。如主轴、刀架和工作台。机床的组成4.控制系统:控制工作部件正常工作,电气(数控)、液压或气动控制系统。5.冷却系统6.润滑系统7.其他装置:如自动测量装置。
2.1.3机床的传动机床的传动联系传动链:由动力源、传动件和执行件三个基本部分构成的传动关系。分为:1.外联传动链:动力源—传动件—执行件,传动比没有严格要求;2.内联传动链:执行件—传动件—执行件,两端件之间有严格运动关系。传动原理图:用简明符号表示机床的传动原理和传动路线。图2-5传动系统图:用规定符号以展开图形式具体表示所有运动和传动关系。图2-6(GB4460-84)传动原理:有机械、电气、液压、气动等。机械传动类型:有带传动、齿轮传动、丝杠螺母传动等。机械传动机构:有:1.定比传动机构:传动比和传动方向不变。如定比齿轮副等。2.换置机构:传动比和传动方向可变。如交换齿轮、滑移齿轮变速机构、离合器换向机构和数控系统等。3.运动合成机构:4.操纵机构:实现运动部件的变换、调整和控制。
2.1.3机床的传动机床的传动原理图图2-5卧式车床车螺纹时的传动原理图
2.1.3机床的传动机床的传动系统图图2-18CA6140卧式车床传动系统用规定符号表示传动件;按运动传递顺序,以展开图形式,表达所有运动和传动关系;尽可能绘在机床外形轮廓线内,不代表实际尺寸;标明齿数、蜗杆头数、带轮直径、丝杠螺距和头数、电机功率和转速、传动轴序号等。
2.1.3机床的传动机床的液压传动系统图
◆立式加工中心nXYZ1—床身2—滑座3—工作台4—立柱5—数控柜6—机械手7—刀库8—主轴箱9—驱动电柜10—操纵面板2.1.4机床的基本结构
2.1.4机床的基本结构动力源电动机。主传动部件实现机床主运动,如主轴箱。进给传动部件实现机床进给运动、机床调整、退刀及快速运动等,如车床的进给箱、溜板箱,磨床的液压传动装置等。工件安装部件安装工件,如普通车床的卡盘和尾架、铣床的工作台等。刀具安装部件安装刀具,如车床刀架、立式铣床的主轴、磨床磨头的砂轮轴等。支承件支承和连接机床的各零部件,如各类机床的床身、立柱、横梁等。p34~36
2.1.4机床的基本结构◆磨床1—床身2—工作台3—头架4—尾架5—滑鞍6—砂轮架7—砂轮8—内圆磨具9—数控系统MK1432B万能磨床
图2-10卧式车床的基本结构及运动XZn◆普通车床2.1.4机床的基本结构1—主轴箱2—夹盘3—刀架4—后顶尖5—尾座6—床身7—光杠8—丝杠9—溜板箱10—底座11—进给箱要求:熟悉各部件名称及其位置。
2.1.5典型机床传动系统一、CA6140卧式车床的传动系统1.车床上的加工类型车各种轴类、套筒类和盘类零件上的回转表面,如:内圆柱面、圆锥面、环槽及成形回转面;车端面;车螺纹;钻扩铰孔和滚花等。2.车床的运动主运动:主轴旋转进给运动:刀架的移动一般地,两个运动是相互独立的,但车螺纹时,工件的旋转主运动与刀具的移动进给运动必须保持严格的运动关系,形成复合成形运动。加工曲线回转体时,纵向和横向两个进给运动必须保持严格的运动关系,形成复合成形运动。
3.车床类型卧式、立式、落地式;转塔车床;多刀半自动车床;仿形车床;单轴和多轴自动车床;数控车床;专用车床等。其中卧式车床应用最为广泛,如图2-10,应熟悉各部件名称及其位置。
4.CA6140卧式车床的主要技术参数床身上最大工件回转直径400mm主参数最大工件加工长度mm75010001500第二主参数刀架上最大工件回转直径210mm主轴转速正转24级10~1400r/min反转12级14~1580r/min进给量纵向64级0.028~6.33mm/r横向64级0.014~3.16mm/r米制螺纹44种P=1~192mm英制螺纹20种α=2~24牙/in模数螺纹39种m=0.25~48mm径节螺纹37种DP=1~96牙/in主电机功率7.5kW1400r/min
5.转速图
6.主要结构1)主轴箱功能:支撑主轴,实现换向、制动和变速。主要机构:卸荷带轮、双向多片摩擦离合器及其操纵机构、主轴组件、变速操纵机构。2)溜板箱功能:实现进给运动或快速移动,使刀架实现纵横向或正反向机动走刀或快速移动。主要机构:开合螺母、纵横向机动进给及快速移动的操纵机构、互锁机构、安全离合器。
图2.19双向多片摩擦离合器及其操纵机构3)传动件28根轴、16个滑移齿轮、9个离合器。双向多片式摩擦离合器M1作用:控制主轴,中位停止,左位正转切削加工,右位时主轴反转、快速退刀。
图2.20安全离合器内齿离合器M2和滑移齿轮Z50图2-18作用:控制主轴速度高低,左位高速,Z58空转;右位中低速,Z58通过M2传动VI轴。背轮机构轴III-IV-V间的两个双联滑移齿轮和4个固定齿轮。3)传动件
7.主运动传动链1)传动件分析6根轴:I~VI,4个滑移齿轮,2个离合器。2)主运动传动路线表达式方法是:“抓两端,连中间”,首先找到两端件:主电动机和主轴;然后按照运动传递关系,依次写出传动比、轴和离合器。
3)主轴转速级数主轴正转时,轴Ⅱ有2种转速,其中每种使轴Ⅲ获得3种转速。背轮机构有两对双联滑移齿轮,可得4种传动比,其中有2种基本相等,即因此,主轴Ⅵ实际获得2×3×(2×2-1+1)=24级中低速和高速。同理,主轴反转时,获得1×3×(2×2-1+1)=12级转速。
4)运动平衡式ε—V带轮的滑动系数,可取ε=0.02按运动平衡式可计算主轴及中间各传动轴的各级转速—为轴I和轴Ⅱ间的传动比,其余类推。主轴高速反转,用于车螺纹时刀架快返到起始位置,不切断主轴和刀架间传动联系,以免下次走刀发生“乱扣”同时节省退刀时间。
8.进给运动传动链两端件是:主轴和刀架。作用是:实现刀具纵向或横向移动、变速与换向包括:车螺纹进给运动传动链和机动进给运动传动链(1)可车削螺纹种类标准螺纹:公制、英制、模数制和径节制非标准螺纹大导程螺纹较精密螺纹左、右旋螺纹1)车螺纹进给运动传动链
(2)运动平衡式车螺纹时,主轴与刀架必须保持严格的传动关系,主轴每转一周,刀具应均匀准确地移动一个导程L工。1主轴×Ux×L丝=L工工件螺纹导程L工正比于主轴到丝杆的总传动比Ux。车不同螺纹时,必须调整Ux。1)车螺纹进给运动传动链
(3)螺纹种类变换机构分析左右螺纹换向机构:IX轴至XI轴间,U=1,滑移齿轮Z33左位车左螺纹,右位车右螺纹。挂轮机构:XI轴至XII轴间,挂轮Z100与Z63、Z75啮合,车公制和英制螺纹;与Z64、Z97啮合,车模数和径节螺纹。离合器在进给箱中,开合功能见表2-61)车螺纹进给运动传动链
1)车螺纹进给运动传动链特征种类螺距参数U挂M3M4UjⅩⅤ上Z25U移M5公制P/㎜63/100、100/75开1/UjUj右位25/36×25/36×36/25合模数制m/㎜64/100、100/97Uj英制a/牙·in-163/100、100/75合1/Uj左位36/25径节制DP/牙·in-164/100、100/97较精密和非标准螺纹同上任一类a/b、c/d合无无关无关一般车削f同上任一类任意开同前四类开表2-6离合器开合功能
1)车螺纹进给运动传动链离合器开合功能M5—丝杆离合器,在XVII轴上,车螺纹时常合,通过滑移齿轮Z28右移接合;一般车削时,Z28左移与M5脱开、与Z56啮合接光杆。M3—螺纹种类切换离合器,XII轴上滑移齿轮Z25右移时接合。M3、M4同时脱开,且XV轴上滑移齿轮Z25右位时,车公制和模数螺纹;M3接合,M4脱开,且XV轴上滑移齿轮Z25左位时车英制和径节螺纹。M3接合,XIII轴和XIV轴的主被动关系颠倒,使基本组传动比成倒数关系。惰性轮Z36空套在XIII轴上。M4—螺纹种类切换离合器,在XVII轴上,双联滑移齿轮Z28、Z48左移时接合。与M3同时合上时,车非标准和较精密螺纹,运动由主轴经挂轮直接传到丝杆;一般车削时脱开。
(4)螺纹导程变换机构分析1)车螺纹进给运动传动链基本组:在进给箱中,XIII轴上9个固定齿轮,XIV轴上4个滑移齿轮。传动比Uj有8种,为等差数列见下表表2-4CA6140型普通车床公制螺纹导程UjUbP(㎜)26/2828/2832/2836/2819/1420/1433/2136/2118/45×15/48=1/8--1--1.25-1.528/35×15/48=1/4-1.7522.25-2.5-318/45×35/28=1/2-3.544.5-55.5628/35×35/28=1-789-101112
(4)螺纹导程变换机构分析1)车螺纹进给运动传动链增倍组:在进给箱中,XVI轴上的3个固定齿轮,XV和XVII轴上的2个双联滑移齿轮。传动比Ub有4种,为等比数列(见表2-4)。移换机构:XV轴上滑移齿轮Z25,右位时,M3脱开,U移1=25/36×25/36×36/25;左位时,M3接合,U移2=36/25。扩大螺距机构:在主轴箱中,M2与轴IX上滑移齿轮Z58同时右移,与背轮机构一起构成。当工件螺纹导程大于12mm时采用。
(5)车公制螺纹传动路线1)车螺纹进给运动传动链两端件:主轴Ⅵ和刀架。离合器:M3和M4脱开,M5接合。传动路线表达式:
(5)车公制螺纹传动路线1)车螺纹进给运动传动链运动平衡式要求:主轴每转一周,刀架移动一个导程L。由L=7UjUb可得导程值84=32种,其中标准值20种(表2-4)。
2)机动进给运动传动链(1)两端件:主轴Ⅵ和刀架。适用范围:车外圆或端面。传动特点:由光杆经溜板箱传动。目的:减少螺纹传动链中丝杆与开合螺母磨损,保证螺纹传动链的精度。传动路线:M4、M5脱开,光杆XIX接通,运动经超越离合器M6、安全离合器M7和蜗杆涡轮,分别传至牙嵌式双向离合器M8与齿轮齿条机构、M9与横向进给丝杠XXVII,使刀架作纵向和横向机动进给。
2)机动进给运动传动链机动进给传动路线
2)机动进给运动传动链机动进给传动路线纵向机动进给运动平衡式要求:主轴每转一周,刀架纵向移动f纵横向机动进给传动链当横向与纵向进给的传动路线一致时,所得的横向进给量是纵向进给量的一半。f横=f纵/2通过改变进给箱中基本组Uj和倍增组Ub的值、以及变换主轴箱中的扩大螺距机构,可获得纵向和横向进给量各64种。f纵=0.71UjUb
9.刀架空行程快速机动传动链在溜板箱中,通过快速电动机,由牙嵌式双向离合器M8和M9控制方向,使刀架实现纵向和横向快进快退。由超越离合器M6和安全离合器M7保证实现高速转动。传动路线表达式为:
2.1.5典型机床传动系统二、M1432B型万能外圆磨床磨床种类:(普通、万能、无心)外圆磨床、内圆磨床、平面磨床、工具磨床、专门化磨床(如曲轴、凸轮、花键轴磨床)、珩磨机、研磨机和超精加工机床等。2.磨料磨具:砂轮、砂带、油石和研磨料等。3.磨削运动:主运动:磨具高速旋转;进给运动:工件或磨具的移动或工件的低速旋转。
2.1.5典型机床传动系统二、M1432B型万能外圆磨床4.磨床加工表面:内外圆柱面和圆锥面、平面、渐开线齿面、螺旋面以及各种成形表面。5.磨削工件材料:淬硬钢等各种高硬、超硬材料及非金属材料(如陶瓷)6.磨削工艺特点:磨床可进行粗加工、精加工和超精加工,精度可达IT5~IT7,Ra0.01~1.25µm;可对精铸或精锻件直接进行磨削,粗精工序一次完成可刃磨刀具、切断等;磨削效率和质量高。
M1432B型万能外圆磨床1.加工范围:内、外圆柱面和圆锥面、端面、轴肩等;最大磨削直径320mm;加工精度可达IT6、IT7,Ra0.08~1.25μm。适用于单件小批量生产。2.机构组成图2-191)工作台有上下两层,上层工作台可绕固定轴在水平面内偏转,向前6°,向后3°,以磨小锥面,上层工作台可随下工作台一起,沿床身纵向导轨作纵向运动。
M1432B型万能外圆磨床2.机构组成图2-192)头架头架固定在上层工作台上,头架下有一固定轴,头架可绕固定轴转0~90°,以磨大锥面或端平面;头架用于安装工件并带动工件转动,装夹可用卡盘,也可用两死顶尖+拨杆。3)尾座固定在上层工作台上,尾座上的后顶尖和头架前顶尖一起支承工件。4)砂轮架与滑鞍砂轮架装在滑鞍上,滑鞍装在横向导轨上,可前后横向进给运动,磨头可绕刻度盘中心偏转±30°,以磨大锥面。
M1432B型万能外圆磨床2.机构组成图2-195)砂轮主轴具有较高旋转精度、刚度、抗振性和耐磨性。前后支承采用“短四瓦”液体动压滑动轴承:主轴高速旋转时,轴承与主轴之间形成4个楔形压力油膜,将主轴悬浮在轴承中心,与轴瓦之间保持0.01~0.02㎜的间隙,呈液体摩擦状态。6)内圆磨具电动机经平带直接驱动主轴带动磨内圆砂轮旋转。工件孔深不同时,可更换接长杆。与外圆砂轮电机之间有电气联锁。磨内圆时,砂轮架快速进退手柄在原位自锁。
M1432B型万能外圆磨床3.磨削运动1)主运动:砂轮高速旋转n0;2)进给运动:3种工件低速旋转作周向进给nw;工作台作纵向(左右)往复移动进给fa;砂轮架作横向进给fp。3)辅助运动:砂轮架的横向快进快退,尾座顶尖的伸缩。
M1432B型万能外圆磨床4.传动系统:图2-191)主运动:砂轮旋转n1。在砂轮架上,由电机经带轮直接驱动砂轮主轴。2)进给运动:工件周向进给运动在头架上,由双速异步电动机经塔轮变速机构驱动主轴,由拨杆或卡盘带动工件旋转,有6级转速。工作台纵向往复移动进给由液压驱动或手动调整,当手轮E转1圈时,工作台纵向移动进给量f=1×15/72×18/72×18×m×π≈6mm齿轮模数m=2。液压自动与手轮之间联锁。
M1432B型万能外圆磨床4.传动系统:图2-192)进给运动:滑鞍及砂轮架的横向进给运动有两种进给量:粗进给量和细进给量。通过手柄B移动双联滑移齿轮来切换(推进时细进给)。手轮A的刻度盘D上分为200格,当A转1格时,砂轮架横向粗进给量:f=1/200×50/50×44/88×4=0.01mm/格细进给量:f=1/200×20/80×44/88×4=0.0025mm/格
M1432B型万能外圆磨床4.传动系统:图2-192)进给运动:滑鞍及砂轮架的横向进给运动另外,通过旋钮C可操作补偿装置,砂轮架可获得两种附加横向位移量:粗进给0.01mm/小格,细进给0.0025mm/小格。5.普通外圆磨床与万能外圆磨床的结构差别:普通外圆磨床的头架和砂轮架都不能绕竖直轴调整角度,头架主轴固定不动,没有内圆磨具。普通外圆磨床结构简单,刚度稍有增加。
2.1.5数控机床2.数控机床的分类数控车床数控机床定义采用数字化代码程序控制、能自动加工的通用机床。分类方式工艺用途运动轨迹控制方式机床类型普通数控机床加工中心点位控制系统点位直线控制轮廓连续控制开环控制半闭环控制闭环控制
2.1.5数控机床加工精度高;按程序自动加工,消除了人为误差,加工误差可利用软件校正和补偿,可获得比机床本身精度更高的加工精度。适应性强,柔性大;不同零件,编写程序方便,适于单件小批自动加工。控制能力强,易加工形状复杂的工件;能自动控制多坐标联动,完成刀具与工件之间复杂的相对运动,加工复杂曲面。效率高;对夹具要求低;可一次装夹,多刀加工。易于网络化、并行协同生产有利于形成计算机辅助设计与制造一体化系统。3.数控机床的特点
2.1.5数控机床4.应用范围多品种小批量生产,结构较复杂零件,频繁改型的零件,价格昂贵、不允许报废的关键零件,急需零件。数控机床适用范围5.主要性能指标定位精度:移动部件实际位置与理想位置的符合程度;分度精度:分度工作台实际分度值与理想值的符合程度;分辨率:可以控制的最小位移增量;脉冲当量:移动部件在一个脉冲信号内的移动量;可控轴数:数控装置能够控制的坐标数;联动轴数:所控坐标轴能同时达到空间某点的数目;运动参数:主轴转速、进给速度、刀库容量及换刀时间等。
2.1.5数控机床6.工作过程编程→输入代码到数控装置→运算处理→发出指令→控制执行元件动作,自动完成加工。程序包括加工过程中所需全部信息:操作信息:主轴启动、停止、变速,工件夹紧与松开,换刀、进刀与退刀,冷却液开关等。各部件动作顺序刀具与工件的相对位移量
2.1.5数控机床7.数控机床的组成输入输出设备数控装置由输入接口、存储器、控制器、运算器和输出接口等组成。伺服系统由伺服驱动装置和进给装置两部分组成。测量反馈装置用于闭环控制系统,使工作台精确定位或按规定的轨迹作严格的相对运动。机床本体采用滚珠丝杆、滚动导轨、自动换刀装置、高性能主轴系统等。
2.1.7组合机床
财务培训022003年4月8/4/202165
介绍本次培训主要是统一总部与各办事处有关费用在财务中的归类问题通过本次培训大家将彻底了解我公司财务部是如何将费用分类的。本次培训重点是管理部(包括人事总务部,财务部,企划部,品质部,研究所),生产部(包括生产部和资材部)和营业部(各办事处)的管理费用,制造费用与营业费用8/4/202166
制造费用本会计科目共设置30个二级科目下面将用2~3个学时完成对本科目的讲解8/4/202167
制造费用★1.制造费用—工资—基本工资—加班费说明:本二级科目包含两个三级科目,“基本工资”指是指公司生产部职工应得工资扣除“加班费”之后的全部工资,“加班费”意指生产部职工的加班工资。★2.制造费用—职工福利费—福利费—医疗补助说明:本二级科目包含两个三级科目,“福利费”指公司生产部职工节日礼金,慰问金,工伤医疗费等,“医疗补助”指公司和个人按一定工资比例交纳的一种医疗基金。(系统自动结转)。★3.制造费用—折旧费说明:本二级科目指生产部使用的机器设备等固定资产每月底计提的折旧费用。8/4/202168
制造费用★4.制造费用—修理费说明:本二级科目指生产部机器设备修理维护费,办公设备修理安装费等。★5.制造费用—机物料消耗说明:本二级科目指生产部车间加工产品所需零配件,印刷胶带,不干胶标签,进口零配件关税,生产用酒精、电缆、电线、夹具以及其他副材等。★6.制造费用—办公费—书报费—印刷费8/4/202169
制造费用—日常办公用品费说明:本二级科目包含三个三级科目,“书报费”指生产部门订购图书杂志的费用,“印刷费”指生产部门标签印刷费,手机说明书印刷费等,“日常办公用品费”指生产资材部职工每月按照预算标准购买的必备办公品。★7.制造费用—低值易耗品摊销说明:本二级科目指公司对生产资材部使用的低值易耗品依据公司财务制度规定每月底结转费用。★8.制造费用—租赁费说明:本二级科目指公司生产资材部租用厂房、仓库、机器设备等发生的费用。★9.制造费用—运输费—国内—国外说明:本二级科目指公司进出口材料或产品所发生的海运费、空运费、陆运费等,它分为“国内”,“国外”发生的运费。★10.制造费用—保险费说明:本二级科目指生产资材部进出口货物的保险费,生产部使用机器设备的保险费以及车辆保险等。8/4/202170
制造费用★11.制造费用—差旅费—国内—国外—培训差旅费—市内交通费说明:本二级科目包含四个三级科目,“国内”指生产资材部职工国内出差发生的长途交通费、住宿费和出差补助,“国外”指生产资材部职工国外出差发生的交通费、住宿费和出差补助,“培训差旅费”指生产资材部职工培训期间发生的住宿费和交通费等,“市内交通费”指生产资材部职工市内办公发生的交通费等。★12.制造费用—水电费说明:本二级科目指生产资材部车间水电消耗费用。★13.制造费用—招待费—招待费—活动经费说明:本二级科目包含两个三级科目,其中三级科目“招待费”指生产资材部发生的招待客户费用,“活动经费”指生产部职工内部餐费。★14.制造费用—车辆费—加油费—养路费8/4/202171
制造费用—租车费—修理费—车辆维护用品费—过路过桥等杂费说明:本二级科目包含六个三级科目,“加油费”指生产部车辆使用汽油、机油的费用,“养路费”指生产部使用的车辆按国家规定所交的公路维护费,“修理费”指生产部车辆的修理维护费,“车辆维护用品费”指生产部为车辆购买的日常维修用具及轮胎等,“过路过桥等杂费”指生产部车辆过路过桥费、停车费、交通违章罚款等费用。★15.制造费用—通关费—通关费—商检费—其他说明:本二级科目包括三个三级科目,“通关费”指生产资材部的通关费,免税表费,办理机电证费,换单费,手册预录费,关封费,铅封费,港杂费等,“商检费”指生产资材部发生的商检费,(手工)外检费等,“其他”指通关过程中发生的杂费。★16.制造费用—邮电费—快递费—上网费8/4/202172
制造费用说明:本二级科目包含两个三级科目,,其中“快递费”主要指生产资材部门日常发快件的费用(例如EMS),”上网费“指Internet使用费,LGE-NET使用费。★17.制造费用—电话费—固定电话费—手机费—传呼费说明:本二级科目包含三个三级科目,其中“固定电话费”指生产资材部门办公室有线电话使用费,“手机费”指生产资材部门移动电话使用费,“传呼费”指生产资材部门使用传呼的服务费。★18.制造费用—职工教育经费说明:本二级科目指公司按照一定标准计提的公司生产部职工教育基金(系统自动结转)。★19.制造费用—待业保险费说明:本二级科目阐述的是公司和个人按一定比例交纳的社会保险的一种(系统自动结转)。★20.制造费用—劳动保险费说明:本二级科目阐述的是公司和个人依据一定比例交纳的社会保险的一种(系统自动结转)。★21.制造费用—工会经费8/4/202173
制造费用说明:本二级科目指的是公司和个人按一定工资比例交纳的工会费(系统自动结转)。★22.制造费用—住房公积金说明:本二级科目指公司和个人按一定工资比例交纳的购房基金(系统自动结转)。★23.制造费用—劳动保护费说明:本二级科目指公司为生产部职工购买劳保用品所发生的费用。★24.制造费用—实验研究费说明:本二级科目指生产车间发生的实验研究费用。★25.制造费用—外部加工费说明:本二级科目主要指支付韩国LG的零件加工费以及支付给其他公司的加工费。★26.制造费用—标签入网手续费说明:本二级科目主要指手机标签入网费用。★27.制造费用—检测费—设备检测费—其他8/4/202174
制造费用说明:本二级科目含两个三级科目,“设备检测费”指生产车间设备仪器检测费,“其他”指生产车间的其他测试费。★28.制造费用—开办费摊销说明:本二级科目指公司筹建期间发生的开办费应分摊到成本的费用(仅限财务部用)。★29.制造费用—培训费—讲师费—资料费—餐费—其他说明:本二级科目包括四个三级科目,其中“讲师费”指聘请讲师的讲课费,“资料费”指购买培训材料的费用,“餐费”指培训期间公司员工发生的餐费,购食品费用,“其他”包含培训期间的场地使用费及其他杂费。★30.制造费用—其他说明:本二级科目指生产资材部发生的费用,但不归属于“制造费用”其他二级科目范围内的费用。8/4/202175'
您可能关注的文档
- 最新月亮姑娘做衣裳课件PPT教学讲义PPT.ppt
- 最新最美的花束-PowerPoint课件PPT.ppt
- 最新有关奥斯卡奖的介绍英文版课件PPT.ppt
- 最新月考之后鼓励班会课件PPT.ppt
- 最新有害作业教材.课件PPT.ppt
- 最新有关脑出血救治的颅脑解剖课件PPT.ppt
- 最新有机溶剂的特性(精)课件PPT.ppt
- 最新有机化学新教材作业2-6章答案详解课件PPT.ppt
- 最新有理数减法PPT课件PPT.ppt
- 最新机械原理2资料课件PPT.ppt
- 最新李密陈情表课件课件PPT.ppt
- 最新机械识图培训教材课件PPT.ppt
- 最新材料的输运性质能带理论课件PPT.ppt
- 最新杜密克肝性脑病诊治课件课件PPT.ppt
- 最新极简年度工作汇报PPT模板课件PPT.ppt
- 最新杨爱平肠道腺病毒检测及临床意义课件PPT.ppt
- 最新极简风格家装设计实用PPT模板课件PPT.ppt
- 最新极简开题报告课件PPT.ppt