

- 11.93 MB
- 2022-04-29 14:23:52 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'1螺钉基本知识培訓TomTangAug2012
螺钉制造工艺制造螺钉主要设备材料螺钉头型类型螺钉牙型类型热处理工艺表面处理工艺艺主要内容
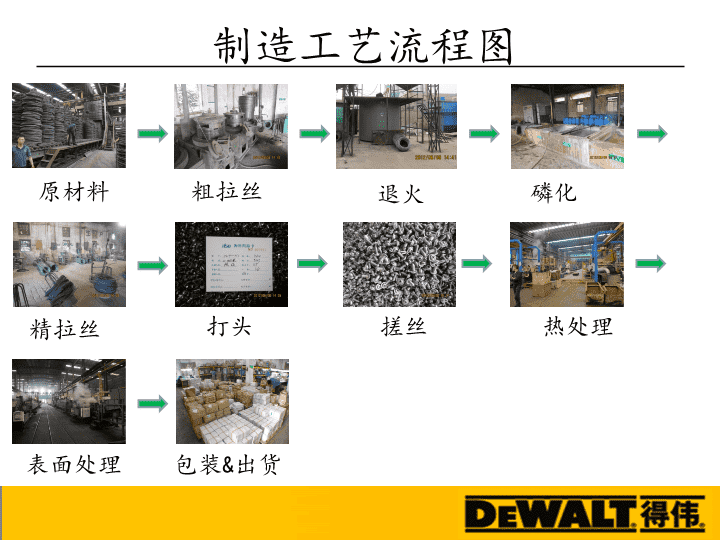
原材料粗拉丝磷化精拉丝打头搓丝制造工艺流程图热处理表面处理包装&出货退火
拉丝机粗拉丝机精拉丝机
电炉
打头机
常见的不良问题及改善方法打头容易产生之不良现象及原因分析:8、头部开裂:材质问题,或一冲模使用错误(如打盘头用六角华司头的一冲模),以及润滑油的原因1、偏心:二冲安装不良及调机不当。2、歪头:一冲安装不良及调机不当。3、头部不圆:一冲模的选择不当或一冲成型不够饱满。4、打模裂痕:打模破裂或打模R角不当,使打模被二冲撞刮。5、头部双层:一冲成型不良6、毛边:一冲成型不良、主要是冲棒与冲模孔之间间隙过大或冲棒太短引起7、裂角:冲针破裂或二冲与打模相不重。
搓丝机
常见的不良问题及改善方法搓丝易产生不良现象及原因分析:8、歪杆:矫正块未矫好。1、加工裂痕:搓丝板破旧及调机不当。2、钝尾:调机不当,牙板太旧。3、火烧:两搓丝板间距偏大,或送料时间不对。4、歪尾:搓丝板座上之控制螺丝逼得太紧。5、断尾:搓丝板磨损及调机不当。6、牙山不饱:调机不当。7、尾牙未搓至尾尖。9、牙底粗糙:牙距未调好。
热处理机器设备
电镀设备
一、目前市场上标准件主要有碳钢、不锈钢、铜三种材料。(一)碳钢。我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。1、低碳钢C%≤0.25%国内通常称为A3钢。国外基本称为1008,1015,1018,1022等。主要用于4.8级螺栓及4级螺母、小螺丝等无硬度要求的产品。(注:钻尾钉主要用1022材料。)2、中碳钢0.25%0.45%。目前市场上基本没使用4、合金钢:在普碳钢中加入合金元素,增加钢材的一些特殊性能:如35、40铬钼、SCM435,10B38。芳生螺丝主要使用SCM435铬鉬合金钢,主要成分有C、Si、Mn、P、S、Cr、Mo。(二)不锈钢。性能等级:45,50,60,70,80主要分奥氏体(18%Cr、8%Ni)耐热性好,耐腐蚀性好,可焊性好。A1,A2,A4马氏体、13%Cr耐腐蚀性较差,强度高,耐磨性好。C1,C2,C4铁素体不锈钢。18%Cr镦锻性较好,耐腐蚀性强于马氏体。目前市场上进口材料主要是日本产品。按级别主要分SUS302、SUS304、SUS316。(三)铜。常用材料为黄铜…锌铜合金。市场上主要用H62、H65、H68铜做标准件。材料
材料中各种元素对刚性质的影响三、材料中各类元素对钢的性质的影响:1、碳(C):提高钢件强度,尤其是其热处理性能,但随着含碳量的增加,塑性和韧性下降,并会影响到钢件的冷镦性能及焊接性能。2、锰(Mn):提高钢件强度,并在一定程度上提高可淬性。即在淬火时增加了淬硬渗入的强度,锰还能改进表面质量,但是太多的锰对延展性和可焊性不利。并会影响电镀时镀层的控制。3、镍(Ni):提高钢件强度,改善低温下的韧性,提高耐大气腐蚀能力,并可保证稳定的热处理效果,减小氢脆的作用。4、铬(Cr):能提高可淬性,改善耐磨性,提高耐腐蚀能力,并有利于高温下保持强度。5、钼(Mo):能帮助控制可淬性,降低钢对回火脆性的敏感性,对提高高温下的抗拉强度有很大影响。6、硼(B):能提高可淬性,并且有助于使低碳钢对热处理产生预期的反应。7、矾(V):细化奥氏体晶粒,改善韧性。8、硅(Si):保证钢件的强度,适当的含量可以改善钢件塑性和韧性。
18材质名称材质使用说明ANSI极低碳钢IT尾孔锅钉专用材料低碳软钢(JISG3505)C1012客户有特殊要求(机械的性质)用软钢时,普通螺丝使用.强度区分:3.6级.C1006客户无特殊要求,用于不需要处热处理监(加硬)的一般螺丝使用.强度无要求.低碳钢(JISG3507)C1010客户无特殊要求,用于不需要处热处理监(加硬)的一般螺丝使用.强度区分:4.8级或以下.C1018客户无特殊要求机械的性质,用于1)表面渗碳处理的螺丝2)造尖咀介子头六角头台阶的螺丝及锅钉3)M1.4直径或以下的细螺丝.强度区分4.8级.C1022客户无特殊要求机械的性质,比如扭力超出C1018强度时使用.强度区分5.8级.材料选择
19材料选择中碳钢/中碳合金钢C1045客户无特殊要求机械的性质时用于造强度区分:8.8级的螺丝.35ACR客户无特殊要求机械的性质时,用于造M4直径或以下.强度区分:10.9级.40ACR客户无特殊要求机械的性质时,用于造M4~M10直径的螺丝.强度区分:10.9级.络钼合金钢(JISG4105)客户无特殊要求机械的性质时,用于造M6以下直径的强度区分:10.9级的螺丝.(热处理为渗碳)客户无特殊要求机械的性质,用于强度区分:12.9级的螺丝.碳素硼钢10B21客户无特殊要求机械的性质时,用于造子母钉的母钉用但必须热处理.冷锻黄铜线(JISH3260)客户无特殊要求机械性质时,用于一般螺丝同锅钉材质区分记号是:CU2.
20材料选择材质名称材质ANSI使用說冷锻脱酸铜线(JISH3260)客户有要求软线时,无机械性质要求时使用冷锻青铜线(JISH3260)客户有特殊要求机械性质时,用于螺丝同锅钉.材质区分记号:CU4.机械性质参考JISB1057-1994冷锻红铜线(JISH3260)ASTMB-49/92客户有要求红铜时使用
21材质名称材质JIS使用说明冷锻铝线(JISH4040)A5056W客户无特殊要求时机械性质时,用于一般螺丝同锅钉.材质区分记号是:CU2.A1100W客户有要求软线时,无机械性质要求时使用.A6061W客户有特殊要求机械性质时,用于螺丝同锅钉,材质区分记号:CU4.机械的性质参考JISB1057-1994.A7075W用于要求热处理专用材料HRB80以上.材料选择
22材质名称材质JIS使用说明冷锻不锈钢(JISB1054)SUS302客户无特殊要求机械性质及防锈要求时使用.SUS304客户有特殊要求机械的性质及防锈要求时使用钢种区分A2,可电镀但不可加硬,硬度达到HRC25SUS316客户有特殊要求机械的性质及防锈要求时使用钢种区分A4.防锈比SUS304好,可电镀但不可加硬SUS410客户有特殊要求机械的性质及防锈要求时使用钢种区分C1.可电镀亦可加硬,硬度达到HRC40以上SUS430客户有特殊要求机械的性质及防锈要求时使用钢种区分F1.可电镀亦可加硬,硬度达到HRC40以上SUS416客户有特殊要求机械的性质及防锈要求时使用钢种区分C4.可电镀亦可加硬,硬度达到HRC40以上材料选择
盘头类型
头型类型
25头型类型
26BindingHead球面中柱PanHead平圆头CheeseHead棋子头TrussHead扁圆头Countersunk沉头BPCTFOvalHead扁圆沉头RoundHead圆头HexagonHead凹穴六角平圆垫圈头六角垫圈头ORHPWHW头型类型
头型类型
螺钉牙型类型通过活动牙板与国定牙板的作用,使之牙纹成型。
螺纹定义:圆柱或圆锥表面上沿着螺旋线形成的具有规定牙型的联系突起或沟槽。螺钉牙型类型
一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类:螺纹(一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。(二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。
螺纹螺纹分为外螺纹和内螺纹两种。在圆柱或圆锥内表面上形成的螺纹叫内螺纹。在圆柱或圆锥外表面上形成的螺纹叫外螺纹。外螺纹内螺纹
螺纹螺纹旋向:右旋和左旋。沿旋进方向观察时,顺时针旋转时旋入的螺纹为右螺纹。逆时针旋转时旋入的螺纹为左螺纹
螺纹螺纹有单线和双线之分单线螺纹双线螺纹双线螺纹:沿两条以上螺旋线形成的螺纹单线螺纹:沿一条螺旋线形成的螺纹
螺纹螺距螺纹上相邻牙在中径上对应点的轴向距离。
螺纹(一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。等级数目越大公差越小,如图所示:4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大30%。1B级比2B级大50%,比3B级大75%。1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。
螺纹(二)、公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6H、7H。(日标螺纹精度等级分为I、II、III三级,通常状况下为II级)在公制螺纹中,H和h的基本偏差为零。G的基本偏差为正值,e、f和g的基本偏差为负值。如图所示1、H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。G位置基本偏差用于特殊场合,如较厚的镀层,一般很少用。2、g常用来镀6-9um的薄镀层,如产品图纸要求是6h的螺栓,其镀前螺纹采用6g的公差带3、螺纹配合最好组合成H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准推荐采用6H/6g的配合。
螺钉标注方式公制螺钉标注方式
螺钉标注方式英制螺钉标注方式
螺钉标注方式螺纹标注注意事项:1.普通螺纹粗牙不标注。2.右旋螺纹不标注,左旋螺纹注写“左”或LH。3.螺丝公差带号中,前者为中径公差带代号,后者为顶径公差代号4.普通螺纹的旋合长度分为长(L)、中(N)、短(S)三种,中等旋合长度不标注。
自攻螺钉
自攻螺钉
自攻螺钉特点:2.不产生切削粉3.锁螺钉时所须扭力低4.锁好时,保持力高不易滑牙5.防震性能佳,不易脱落6.可和机械螺钉做互相使用7.可连续多次使用不损坏被锁物之牙1.只须钻孔,不须攻牙,被锁物厚薄皆可
螺钉热处理依据JIS,2.6以上的机牙.自攻牙材质低碳钢表面硬度:HV450MIN芯部硬度:HV200-400低碳钢硬度用HV表示,(严禁用HRC表示)有特殊硬度要求者要注明.例:HV300~400.落单时图纸/资料要注明.材质:中碳钢或合金钢注明硬度或等级范围:8.8/9.8/10.9/12.9级.中碳钢或合金钢加硬用HRC表示,并注明硬度或等级范围例:8.8级/10.9级/12.9级/等,落单时图纸/资料要注明.无加硬要求不注明.
氢脆裂测试标准氢脆裂是螺钉使用方面最严重的问题之一!!!。机理众所周知,硬度在:洛氏硬度HRC:30较高范围或以上的电镀螺钉容易发生氢脆裂.自攻螺钉的芯部硬度是从洛氏hrc28-38度左右,而表面硬度则通常超过洛氏HRC45度由(HV换算)氢脆裂是螺钉使用方面最严重的问题之一!!!.故障的状况并不在安装时发生,而经常延至安装后1~72小时之内才发生.大多数的氢嗔压收隙及l生在头24小时内。测试程序如下:将经过硬化的平面垫圈套入待测试的螺钉上.将螺钉旋入未攻牙的特定测试板内直至螺钉断裂或测试板断扣为止;记录故障值.将至少8个装有垫圈的螺钉旋入同一测试板内并以先前5个测试螺钉80%的平均故障值或平均值将螺钉锁紧判定标准:二十四小时后再依螺钉的锁紧方向施加相同的经过计算的锁紧扭力.若螺钉在重新锁紧之前或锁紧中断裂,则表示零件不合格。
盐雾试验盐水配制.省略试样检查在盐雾试验结束清洗前进行检查,如试样表面附有污物,需经清水进行清洗待干燥进行检查.试样应在适当之处,用肉眼从不同方向和角度进行检查,以确保缺陷的充分显现。试样评级中所涉及的腐蚀缺陷,是指肉眼可见缺陷,试样与框架接触处的缺陷,可不予计算。综合判定评级:外观评级:外观评级是指对试样表面的外观变化进行评级,这些变化包括表面变色,失光,覆盖层腐蚀.基体金属腐蚀,覆盖层与基体金属的外观变化等腐蚀判定评级:腐蚀评级是根据腐蚀缺陷所占总面积的百分数评定,共设0~10个等级.综合判定评级:综合评级是根据表1所列的腐蚀缺陷程度及被腐蚀面积,提出腐蚀等级报告,在报告中腐蚀等级用英文字母加阿拉伯数字表示。
电镀比较表面处理物料合适性防腐蚀程度外观特性阳极化只适用铝优良各种色酸性处理以减少表面沙孔黑镍所有金属优良黑色用于色彩配合,可加镍架黑锌所有金属优良黑色和黑镍相似,但有更好防腐蚀能力红铜/古铜所有金属一般光亮至暗色用于和木色配合用铬所有金属优良光亮色良好防水性能青铜所有金属一般铜色用于镍底或装饰锌所有金属优良光亮至暗色镍架所有金属一般透明保证不稳定之里表面磷化大部分金属优良灰色至黑色提供一个平滑之表面作表面上色用钝化不锈钢优良透明以硝酸清洗,有表面生成一层保证书
电镀类型
螺钉表面电镀中文英文简写(或元素符号)镍(叻)NickelNi白锌WhiteZincWH-Zn蓝锌BlueZincBL-Zn彩鋅ChromateZincCr黄彩锌YellowChromateZincYE-Cr黑鋅BlackZincBK-Zn挂铬ChromiumCrm煲黑Phosphate‘O’发黑BlackoxideBk-’O’铜底叻Copper-Nickel(Cu)Ni红铜PlatingCopperP-Cu黄铜PlatingbrassP-Br青铜PlatingbronzeP-Bz
螺钉表面电镀中文英文电镀后退氢BAKE挂电泳漆CATIONICELECTRODEPOSITION除油DegreaseD-OIL(省略)磷酸盐克P-"O"黑铬BK-Crm特殊叻ES-Ni无硫叻Nni铅氧化/亮银/深红/深蓝/金色/紫色铜底锡Cu-Sn叻底锡Ni-Sn
Thanks'