

- 1.14 MB
- 2022-04-29 14:27:02 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
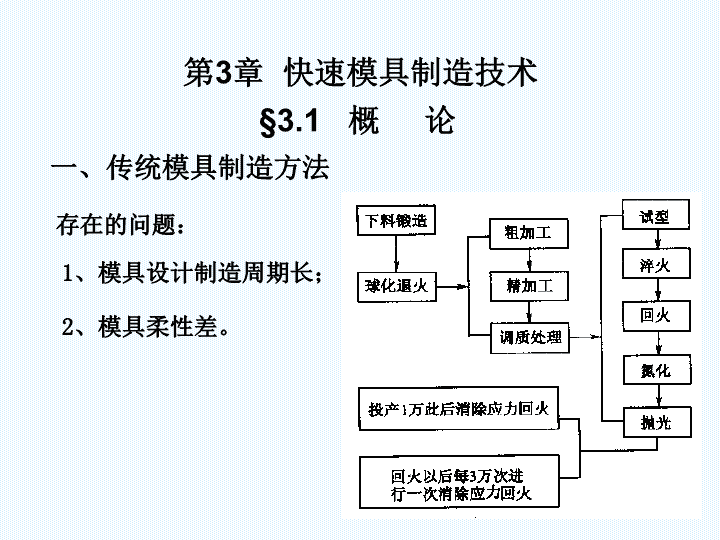
'第3章快速模具制造技术§3.1概论一、传统模具制造方法存在的问题:1、模具设计制造周期长;2、模具柔性差。
二、快速模具制造方法1、直接法直接法、间接法SLS:LOM:金属箔、金属板(1)金属粉末大功率激光烧结成型法(2)混合金属粉末激光烧结成型法其中的一种熔点较低,起粘结剂的作用。强度、精度和表面粗糙度有待提高。直接软模制造:用于小批量塑料零件生产
2、间接法通过LOM、SLS、SLA、FDM等,成型一个RP模型,各种方式转换为金属模具。硅橡胶制模电弧喷涂制模环氧树脂制模金属粉末烧结制模熔模铸造制模
表面粗糙度模具结构周期零件尺寸三、快速模具的局限模具寿命精度
§3.2硅橡胶制模技术一、模具硅橡胶(1)室温硫化硅橡胶(RTV)(2)热硫化硅橡胶(HCV)硫化前呈液态且流动性很好;适宜在室温下直接浇注成型;固化时间仅十几个小时。原始状态为胶泥状,只能加温碾压成型1、类型
2、特点(1)成本低(2)耐高温RTV-316℃HTV-538℃(3)制模速度慢(固化时间24h)(4)寿命有限(20~40件)
二、硅橡胶模具制作工艺流程1、原理
2、工艺过程(1)快速原型的制作根据硅橡胶及用于成型零件材料的凝固收缩特性,进行适当的尺寸修正;由于硅橡胶的良好的复制性能,为提高模具的型腔表面质量,需要对原型件的表面进行细致的打磨;由于硅橡胶中存在一定的水分,为防止LOM制件等因吸水发生层剥离,需进行表面涂层处理。
(2)原型的定位(3)硅橡胶的计量
(4)硅橡胶的预脱泡(5)硅橡胶的浇注浇注基本原则:应尽量减少空气的混入。垂直浇注倾斜浇注液面下浇注沿壁浇注(6)硅橡胶的脱泡(7)硅橡胶的硫化
三、重要考虑因素1、型框尺寸
2、分型面基本原则:投影面积最大的面
3、特殊结构零件的型框
4、浇道的位置和方向基本原则:浇道位置设于原型重心附近
四、经济型硅橡胶模
§3.3电弧喷涂制模技术一、电弧喷涂基本原理两根接直流电源的金属丝,在喷枪前端产生电弧;熔化的金属丝在压缩空气作用下,雾化成金属微粒;金属微粒喷射到原型表面,层层叠加形成喷涂层。
金属喷涂主要用途:3、用表面喷涂金属的非金属材料来代替金属制造设备或部件。1、用于抗腐蚀、抗高温氧化或耐磨损等防护性涂层;2、用于修复零件尺寸,如由于大范围磨蚀或局部机械加工错误而造成构件几何尺寸的不足,可通过金属喷涂予以修复。4、用于快速模具制造。
电弧喷涂制模过程
二、电弧喷涂工艺金属喷涂层、背衬层和钢结构部分1、电弧喷涂模具的基本结构
(1)喷涂层材料要求:低熔点;低收缩率;较好的力学性能;较致密的涂层组织。注意事项:热收缩材料:Al-Zn合金规格:φ2mm、φ3mm
(2)背衬层材料树脂砂、环氧树脂、低熔点合金要求:流动性好;可加工性;高热导率;低收缩率;热膨胀系数与涂层金属相近;具有一定的力学性能。材料:
2、表面防护剂、脱模剂(1)聚乙烯醇作表面防护剂的优点A、在模型与涂层间形成隔离层;B、兼作脱模剂;C、降低模型表面粗糙度;D、使模型与涂层容易分开。(2)脱模剂的作用A、为喷涂金属液滴提供结合表面;B、脱模,即使涂层与基体分开;C、隔热作用。
(3)脱模剂的选择原则A、粘度适中,容易铺展成薄膜;B、耐热;C、不与原型发生化学反应;D、不腐蚀模具;E、表面张力适当。(4)聚乙烯醇作脱模剂的优点
三、电弧喷涂制模关键技术1、原型制作提高CAD建模精度对RP原型进行后处理2、过渡模制作为防止高温损伤原型原型硅胶模过渡模3、金属壳制作
四、电弧喷涂工艺参数1、电弧功率、电流功率过小,易断弧;功率过大,金属液滴易氧化、蒸发。2、空气压力、流量压力、流量大,雾化效果好,表面质量好;3、喷涂距离压力、流量小,金属微滴尺寸大,表面粗糙度较。距离过大,金属微滴撞击时变形小,结合强度低;距离过小,温度升高,热应力过大。
4、喷涂角度遮蔽效应5、喷枪移动速度控制每层喷涂层的厚度
五、电弧喷涂注塑模具特点1、注射压力2、锁模力3、模具温度控制4、保压压力和保压时间
§3.4环氧树脂制模技术
§3.5其它快速模具技术一、直接注射热塑性塑料制模(AIM)
二、粉末金属浇注模具(KelTool)
KelTool方法主要适用范围:1、制造长寿命的注塑模;2、电火花加工用的电极。KelTool方法优点:(与常规的机加工相比)1、速度快,3周内完成;2、多套模具和一套模具一样容易制造,且重复性好;3、可以制造形状复杂、具有精细结构的模具。KelTool方法缺点:1、模具尺寸受限制;2、金属粉末受限制。
三、直接金属粉末激光烧结制模(DMSL)四、间接金属粉末激光烧结制模(RapidTool)EOS公司DTM公司粉末材料:外层包有粘结剂的金属粉末粉末材料:青铜和镍合金粉末孔隙填充:环氧树脂孔隙填充:渗铜
五、陶瓷型快速模具
六、快速熔模铸造模具(quickcast)原型挂浆烧结七、电铸快速制造模具
§3.6小结直接快速制模快速制模间接快速制模硅橡胶电弧喷涂环氧树脂粉末金属浇注金属粉末直接烧结(DMSL)陶瓷型熔模铸造电铸金属粉末间接烧结(RapidTool)直接注射热塑性塑料制模(AIM)'
您可能关注的文档
- 匀变速直线运动的速度与时间的关系-课件PPT
- 我们的祖国真大-幼儿园大班课件PPT
- 我们的祖国真大-幼儿园大班课件PPT-
- 我的中国梦党政党员培训宣传教育课件PPT
- 虚拟仪器_labview_课件PPT_第五章_程序结构
- 安全用电基本常识课件PPT
- 抽屉原理-抽取游戏课件PPT课件
- 软件测试技术学习课件PPT
- 教学课件PPT公共关系的主体
- 教学课件PPT数字印前图形文字处理技术
- 教学课件PPT染料与颜料
- 教学课件PPT公共部门员工培训
- 教学课件PPT海上保险的保障范围
- 教学课件PPT成本报表
- 教学课件PPT城市规划环境影响评价模式设计
- 教学课件PPT光纤和光缆
- 教学课件PPT酒店公共关系管理
- 教学课件PPT房地产开发工程招标与投标