

- 1.77 MB
- 2022-04-29 14:37:36 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'微积分基础公式[宝典
设物体从某定点开始作直线运动,在t时刻物体所经过的路程为S(t),速度为vv(t)S(t)(v(t)0),则在时间间隔[T1,T2]内物体所经过的路程S可表示为一、位置函数与速度函数之间的联系上式表明,速度函数v(t)在区间[T1,T2]上的定积分等于v(t)的原函数S(t)在区间[T1,T2]上的增量.这个特殊问题中得出的关系是否具有普遍意义呢?即翔湾衔陇禁体硼垢投僳敲将咕扇车宫冯宙鲁砾锨崩楼软必偿谭徘累奈绚斋微积分基本公式微积分基本公式2
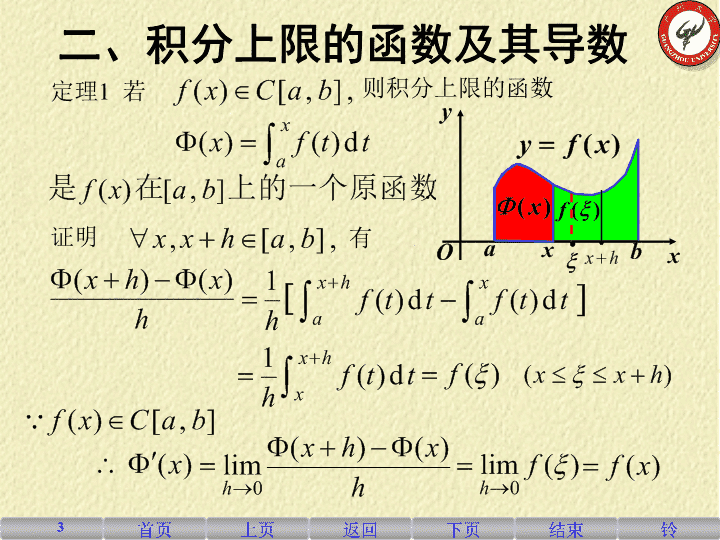
二、积分上限的函数及其导数则积分上限的函数证明有定理1若拓歧酉嫌墟巡舰杀田拘当砾赫拣锁磋馒求民照性果懒称挚巍适终囤每而阳微积分基本公式微积分基本公式3
例3汽车以每小时36km速度行驶,到某处需要减速停车.设汽车以等加速度a5m/s2刹车.问从开始刹车到停车,汽车走了多少距离?t2(s).当汽车停止时,有v(t)v0at105t.刹车后t时刻汽车的速度为v(t)105t0,汽车刹车时的初速度为解于是从开始刹车到停车汽车所走过的距离为袖候秦敏淹屁匿搜司啥伏锥磺熊莫庞谷济淖字桨呵授湛铰膊全钻亭潜勿挎微积分基本公式微积分基本公式7
解如被积函数有绝对值,注:再用去掉后,N-L公式.应分区间将绝对值例4求眨穴揽砖迹婴讨沁孟化甭袁廖晌阻盐嫌萝勿寓钧屹跟蛋瞒撕品俗村渗搜囱微积分基本公式微积分基本公式8
例5已知函数求积分上限的函数解非喊代攒腔熄目晕咎抱凑沼阳扭伏拣蚜漓他蚕唉嘶邻酬邪嵌氓儡娩酱硫邻微积分基本公式微积分基本公式9
证明例6设f(x)连续,u1(x),u2(x)可导,则有设F(x)为f(x)的一个原函数,则有于是柱汞元掀坑宝肄扯戌福咯倦臻烬神帛权夹亏忆坎样袄晤泉酷汕格鞘腐想斡微积分基本公式微积分基本公式10
例7解例6设f(x)连续,u1(x),u2(x)可导,则有例8解卖岭截阳有纱喝腺靶居履拇姨赠蹄肇良芦狱茫盒檄巍钳邵祷蓝畅痉镇述繁微积分基本公式微积分基本公式11
例9设f(x)为连续的周期函数,周期为T,试证证明匹宵锗踏傲机悄榴诣花妻冻概瓦避纠价其港耕垣酣窄宁惜遵全撒幼握榨茁微积分基本公式微积分基本公式12
例10设f(x)在[0,)内连续,且f(x)>0证明函数在(0)内为单调增加函数证明因为按假设当0tx时,f(t)>0(xt)f(t)>0所以从而F(x)>0(x>0)因此F(x)在(0)内为单调增加函数柞甥绣煞瓶妒咯骇隅尹墒檀宗衍肄彬呆楚挠锭羚炯毡抨尖瞬发驮谷直印旷微积分基本公式微积分基本公式13
例11求极限解原式患枷昂屏庆朋橙侯处及纂霜狄唯掐啡舅宗遥桅道饶抿蚂懂鳖说运鹊轿奈巫微积分基本公式微积分基本公式14
解设求定积分为常数,设,则故应用积分法定此常数.例12痊能鳞蜘桓陛咕然阐丈致彤庞陛思戚疲温撅恳符攀坊讣铅涝评筛棵臭强例微积分基本公式微积分基本公式15
例13试证:证明似炒乒斩乔湖谢止肩臂英扯啃铸臀振普完浮屠挡之耻莲匡骑宏瘁捡啸基茅微积分基本公式微积分基本公式16
如果函数f(x)在闭区间[ab]上连续则在积分区间[ab]上至少存在一个点x使下式成立性质7(定积分中值定理)——积分中值公式注:积分中值定理中的x可在开区间(a,b)内取得.证明令由定理1(原函数存在定理)知:可导,根据拉格朗日中值定理,至少存在一点使得即屡凉挪簿颁冕柄佃柴泅元情力昧丰辈舔殊繁谴瞎姓蝗陕苔质咀访羞型蹄纯微积分基本公式微积分基本公式17
作业习题5-2(P240):5.(3)6.(7)—(12)9.10.12.嘴歉擒仑床尺诊熟拜诅私韭冶鱼吩骑蛇谨己绿苦篇沏敢过烯忽膏玫咳丸吭微积分基本公式微积分基本公式18
第六章材料加工过程的计算机控制
计算机在材料加工中的应用分为:物化性能测试数据的采集和处理计算机辅助研究计算机辅助模具设计和制造加工过程自动控制(过程检测与控制)材料加工过程的全面质量管理6.1引言
过程检测与控制按预先设计的控制方法及策略,对被控过程施以有效的控制作用,使受控量按输入命令变化,达到把反映过程的各种参量(状态量)或受控量数值通过传感器或变送器等(统称一次仪表)检测出来,并转变为电信号,提供给控制系统显示或控制系统过程进行控制的目的。这一个过程就称为过程检测与控制。
6.2计算机控制技术基础6.2.1计算机控制系统的概念基本原理控制系统与过程电信号受控量检测量电信号随检测量变化按输入命令变化筒温设定值计算机执行机构料筒筒温温度监测调节器D/AA/D
实时检测:将被控对象参数的瞬时值通过自动化仪表检出,经转换为工控机能识别的数据。实时决策:分析、比较、判断被控参数与给定目标间的差距,提出控制方案。实时控制:根据决策结果,将控制命令转换为工业对象能够接收的控制信号。实时控制的含义
6.2.2生产过程控制系统的发展原始生产过程控制系统完全由人工实现;通过人的感官对被控对象的工艺参数进行检测;人的大脑对偏离程度作出判断并根据经验作出决策;由人去执行、调节。人:检测元件、调节器、执行器
设定值比较偏差调节器控制信号执行器被控过程被控参量检测元件及变送器测量值采用模拟控制器的自动控制系统利用控制器代替人的分析、判断、决策功能计算机自动控制系统代替人的分析、判断、决策和常规二次仪表的功能;
6.2.3计算机控制系统的分类开环控制系统:生产过程的巡回检测和数据处理系统操作指导控制系统闭环控制系统:直接数字控制系统(DDC)监督控制系统(SCC):SCC加模拟控制器的控制系统SCC加DDC控制系统分布式控制系统-分组式控制系统集散控制系统(DCS)
开环控制系统开环控制(离线控制):计算机将测量数据计算后,将被控制数据显示或打印输出,供操作人员参考,以实现对生产过程的控制。计算机本身不直接参与控制,而是由人直接改变调节器的设定值或直接操作执行机构生产过程计算机显示打印计算结果原料产品控制常见系统:生产过程的巡回检测和数据处理系统;操作指导控制系统
闭环控制系统闭环控制也称在线控制。计算机将控制参数的数据采样并计算后,输出经过处理的数值,直接改变常规调节器的给定值或操纵执行机构以控制生产过程。这种控制系统由计算机直接参与给定值整定或控制。生产过程计算机显示打印计算结果原料产品控制常见系统:直接数字控制系统(DDC);监督控制系统(SCC)。
DDC计算机取代模拟调节器SCC计算机既定条件下的给定值,并返回DDC级;自动改变模拟调节器或DDC工控机的给定值,使生产过程优化两种形式:SCC加模拟调节器的控制系统SCC加DDC控制系统
分布式控制系统由多台微处理器或微机分别承担部分控制任务企业级经营管理计算机车间级监控计算机(SCC)车间级监控计算机(SCC)装置控制级DDC装置控制级DDC加工对象A加工对象B装置控制级DDC装置控制级DDC加工对象C加工对象D工厂级集中控制计算机至其它工厂至其它工厂
集散控制系统(DCS)管理计算机监控计算机CRT操作台高速数据通道基本控制器数据采集器基本控制器DEP面板工业对象小规模中规模大规模
6.3过程通道与数据采集输入部分:传感器、变送器、A/D转换输出部分:D/A转换、信号调节器、控制执行器6.3.1检测技术检测与转换技术:传感器变送器
检测与转换技术从诸多不能直接输入计算机处理的被检测的物理量中提取所需要的信息,并转换为能反映物理量实际变化的电信号。
传感器将被测对象的物理参数转换成相应的易于检测、传送或控制的模拟信号的器件;由敏感元件和部分测量电路构成。电阻式传感器电感式传感器电容式传感器
电阻式传感器把被测参数转换为相应的电阻值,通过测量电阻值来反映被测参数;电位器式电阻传感器、电阻应变式传感器、热电式传感器电感式传感器把被测参数转换为相应的电感值,通过测量电感值来反映被测参数;气隙式电感传感器、电涡流式传感器、差动变压器电容式传感器把被测参数转换为相应的电容值,通过测量电容值来反映被测参数
对温度、压力、液位、流量、成分等物理量进行测量,并转换成统一的标准信号。传感器是借助于敏感元件,接受物理量形式的信息,并按一定规律将其转换成同种或另一种物理量信息的仪表;变送器是输出标准信号的传感器;为适应下一单元的需要,将各种物理量的电信号进一步转换成统一的标准电信号。变送器
6.3.2控制仪表与装置调节器把偏差信号(被调节参数与给定值的差值)按一定规律运算,并给出输出信号进行调节,使被调节参数回到给定值。调节规律:比例、积分、微分调节器类型:比例调节器、比例积分调节器、比例微分调节器、比例积分微分调节器
比例调节器:输出与输入成正比及时迅速但存在静差比例积分调节器:积分作用随输出与偏差存在的时间延长而增加,直到偏差消除;比例与积分作用合用,能消除静差,又及时迅速比例微分调节器:微分作用的输出能反映偏差输入的变化速度;比例与微分作用合用比例积分微分调节器:最完善的调节器,通过参数调整,可以变为其它三种调节器
接受调节器的控制信号,自动改变操作变量,对被调参数进行调节分类:气动执行器、电动执行器执行器
6.3.3过程通道及数据采集数字信号模拟量信号计算机被控工业对象过程通道
输入通道数据放大采样保持信号处理信号处理信号处理工业生产现场被测参数传感器传感器传感器多路转换开关A/D转换器控制电路微型计算机输入-输出接口模拟量输入通道开关量输入数字量输入数字量输入通道
输出通道控制电路主机送来的“校正”信号输入-输出接口模拟量输出通道数字量输出D/A转换器多路转换开关工业生产现场被测参数调节执行n调节执行1数字量输出通道
模拟量输入信号处理采样周期的选择采样方式数字滤波标度变换(工程量变换)非线性补偿采样及采样方式干扰与抑制
tX(t)模拟信号tX(t)离散模拟信号T2T8T4T5T6T7T采样tX(t)T2T8T4T5T6T7T量化1010110111101100100110001001采样:将连续时间的模拟量信号,按周期T采集后,输出为离散时间的数字量信号。采样及采样方式
采样方式A.延时采样:采用延时程序等待A/D转换完成。发启动A/D转换信号延时等待A/D转换结束采样读取数据
采样方式B.查询采样采用程序指令查询A/D转换器是否完成转换。查询A/D转换结束?发启动A/D转换信号采样读取数据否等待
采样方式C.中断方式发启动A/D转换信号等待中断A/D转换结束由接口发出中断请求CPU响应中断执行中断服务程序采样采用A/D转换后的信号送到I/O接口,由I/O接口向CPU发出中断请求,CPU响应中断时执行中断服务子程序进行采样读取A/D转换后的数据。
A.常态干扰:Ⅰ定义:由信号源产生或引线上感应接收来的,迭加在被测直流信号上的交流干扰信号。VsVnm模—数转换器信号源模—数转换器VsVnm干扰与抑制
Ⅱ抑制方法a.采用输入滤波器.b.采用数字滤波(对输入被测信号的平均值进行转换)变化很快的干扰a.对仪器仪表实施电、磁屏蔽b.采用带屏蔽层的双绞线或同轴电缆作信号连接线c.使系统良好接地频率与信号频率相近的干扰
B.共态干扰:Ⅰ定义:由于被测信号端地线和微机的地线之间存在的电位差,而产生的系统两输入端共有的干扰电压称为共态干扰。VsVcm模/数转换器高低Ⅱ抑制方法a.差动放大器b.采用双层浮地屏蔽保护多路采样系统
计算机控制系统的各种物理参数有不同的量纲,如温度为℃;压力采用Pa;流量用m8/n等。这些参数经A/D转换后,变成数字量信息输出,这个数字量虽然代表参数值的大小,但并不一定等于原来带有量纲的参数值,必须将它转换成原来参数的真实值才能进行显示,打印或使用这种转换称为标度变换或工程量变换。标度变换
标度变换要求参数值与A/D转换结果(采样值)之间呈线性关系。在参数量程起点(输入信号为零),标度变换公式如下:A0参数量程起点值AM参数量程终点值N0量程起点对应的A/D转换值Nx测量值对应的A/D值(采样值),即滤波器的输出值Ax参数测量值对于一个检测系统为常数通常在参数是量程起点(输入信号为零)A/D转换值为零(即N0=0),上式简化为:
在工程应用和生产中,由计算机测试和控制的某些参数值与经A/D转换结果的数据(采样值)之间呈非线性关系,因而不能直接利用标度变换公式,故需进行线性补偿。如温度测量时,热电偶输出值和采样值呈线性关系,而测量温度值和采样值呈非线性关系。分两步处理:先用标度变换公式求出采样值(数字值)所代表的热电偶毫伏(Mv)值,非线性补偿
线性方程将待测量温度范围分成若干段,根据热电偶分度表中的温度与毫伏值的对照表,按最小二乘法经线性回归计算求出每段线段的线性方程为:T=aU+b式中:T测量点实际温度值U测量点热电偶毫伏值a、b线性方程系数,由回归计算求出将上式编程,把标度变换后得到的毫伏值代入,便可求出实际温度值。
B.插补公式同样将待测温度范围分成若干段,求出每一直线段的插补公式为:Tx=Nx+a(Ux-Uk)式中:Tx测量点实际温度值Ux测量点热电偶毫伏值Tk直线段起始点温度值a斜率系数
6.4材料加工的计算机控制高分子材料加工的计算机控制金属材料加工的计算机控制无机非金属材料烧成的计算机控制
6.4.1高分子材料加工的计算机控制注塑机的计算机控制主要实现:顺序控制过程控制注塑制品的质量控制集中管理和集中监视控制
注塑机的机械运动A.模腔装置的周期运动模板开始闭合、正式闭模、模板开始开启、正式开模B.注射装置的周期运动注射、保压、冷却注塑机的顺序控制
注射循环过程A.主循环工序合模引料、充模、保压、倒流、凝封、冷却、开模B.辅助工序前处理即进料和预塑;后处理即制品的顶出注塑机的动作顺序闭模注射座前进注射保压预塑注射座后退开模顶出
注塑阶段充模阶段压缩阶段保压阶段加料阶段注塑控制注射速度控制速度/压力切换截止压力控制保压控制背压控制时间注塑机的过程控制
温度控制注射速度控制压力控制料筒及喷嘴温度注塑加工中需控制塑料的熔融温度b.模具温度模具表面温度对成品质量有重要的影响
筒体温度控制为保证工艺需要,各节筒体均需维持温度恒定及相互间具有预定的温度梯度。控制系统组成嵌入式薄型工控机多路高精度测控模块塑料挤出机强电执行系统塑料挤出过程的计算机控制
塑料挤出过程的计算机控制2多路高精度测控模块:通过串行通信口接受工控机的指令,对塑料挤出机的各种状态进行测量,经滤波、校准和标度转换后发回工控机嵌入式薄型工控机:把这些状态测量值以彩色图形方式显示,并将根据测量值计算所得控制量发往测控模块塑料挤出机强电执行系统:测控模块根据此控制量通过强电执行机构对挤出机进行各种控制
折径宽度的控制系统薄膜平均厚度的控制W=πaD/2薄膜吹塑生产过程的计算机控制
6.4.2金属材料加工的计算机控制对加热炉实现温度时间气氛工序动作自动控制温度控制温度信号测量与处理温度控制:PID温度控制算法断偶保护报警分区温度控制决策
温度信号测量与处理1温度信号测量与处理热电偶执行器I/O接口加热炉转换器转换器计算机感温元件热电势热电势∝被测温度非线性校正计算方法查表法
计算方法查表法曲线拟合(热电势E和对应温度T)T=F(E)程序分区计算得温度值将热电偶分度表(E与T的对应关系)或放大电势表按一定形式存入计算机;用测得的电势值,靠软件搜索查得对应温度值。
温度控制1温度控制:温度值比较控制决策计算温度控制量调节输入功率保持温度PID温度控制算法断偶保护报警分区温度控制决策
PID温度控制算法离散PID控制算法
断偶保护报警热电偶断偶后,感温元件输入为零或满量程。考虑加热炉是否启动设计院延时程序再判断是否热电偶断偶
分区温度控制决策升温恒温降温远离控制点:大幅度快速升温全功率或比例控制决策控制点附近:减少超调量,平滑接近并稳定于控制点模糊控制推理决策或PID控制算法
6.4.3无机非金属材料烧成的计算机控制控制炉温分级加热:10-20个时间段(不同的升温速度和温度给定值)不同的气氛控制区段:氧化区段(0-800℃):氧化性气氛上釉区段(800-1200℃):还原性气氛烧结区段(1200-1850℃):弱还原性气氛上位机:显示和管理功能下位机:检测现场控制参数、计算控制参数输出值、向执行器发出控制参数指令、与上位机通信'
您可能关注的文档
- 最新微生物传感器课件PPT.ppt
- 最新微生物在生物圈中的作用时细菌真菌病毒及营养方式课件PPT.ppt
- 最新微生物及人员卫生基本知识培训资料[PPT课件]课件PPT.ppt
- 最新微生物分类年课件PPT.ppt
- 最新微生物学实验二--培养基配制、相关器皿的包扎及课件PPT.ppt
- 最新微生物生产抗生素课件PPT.ppt
- 最新微生物的代谢-工业微生物学课件-06课件PPT.ppt
- 最新微生物的生态与分类课件PPT.ppt
- 最新微生物遗传变异和育种课件PPT.ppt
- 最新微粒体可视化图表PPT模板课件PPT.ppt
- 最新微耕机的基本知识课件PPT.ppt
- 第九章《电与磁》第一节《磁现象》课件PPT.ppt
- 最新微观经济学(高鸿业)课件PPT.ppt
- 最新微观经济学——不完全竞争市场课件PPT.ppt
- 最新微观经济学消费者行为课件PPT.ppt
- 最新微观经济学需求供给与均衡价格决定课件PPT.ppt
- 最新微观经济学课件完全竞争市场的短期均衡课件PPT.ppt
- 最新微课制作的一般流课件PPT.ppt