

- 4.45 MB
- 2022-04-29 14:25:21 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'基本尺寸孔轴
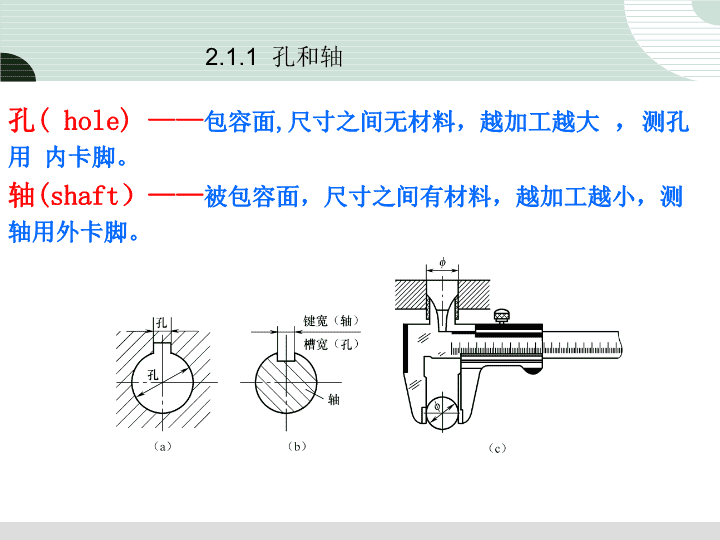
2.1基本术语及定义2.1.1孔和轴孔通常指圆柱形内表面,也包括非圆柱形内表面(由二平行平面或切面形成的包容面)轴通常指圆柱形外表面,也包括非圆柱形外表面(由二平行平面或面形成的被包容面)
2.1.1孔和轴孔(hole)——包容面,尺寸之间无材料,越加工越大,测孔用内卡脚。轴(shaft)——被包容面,尺寸之间有材料,越加工越小,测轴用外卡脚。
注意1、基本尺寸仅表示零件尺寸的基本大小,它并非对完工零件实际尺寸的要求,不能将它理解为理想尺寸,认为完工零件尺寸越接近基本尺寸就越好。2、零件尺寸是否合格,要看它是否落在尺寸公差带之内,而不是看它对基本尺寸偏离多少。总结:基本尺寸只是计算极限尺寸和偏差的起始尺寸。
2.1.2有关尺寸的术语及定义3、极限尺寸极限尺寸允许尺寸变化的两个界限值。最大极限尺寸:Dmax、dmax最小极限尺寸:Dmin、dmin合格零件的实际尺寸应该是:
4、实际尺寸(局部实际尺寸)实际尺寸是通过测量得到的尺寸(Da、da)实际尺寸并非尺寸的真值,它只是接近真实尺寸的一个随机尺寸。2.1.2有关尺寸的术语及定义daDa
2.1.2有关尺寸的术语及定义轴孔基本尺寸最小极限尺寸最大极限尺寸最小极限尺寸最大极限尺寸基本尺寸
2.1.3有关偏差、公差的术语及定义一、有关偏差的术语及定义尺寸偏差(偏差):某一尺寸减去基本尺寸的代数差1、实际偏差:实际尺寸—基本尺寸(孔Ea——轴ea)Ea=Da-Dea=da-d零件上实际存在,能测出大小,一批零件而言,是一随机变量2、极限偏差:极限尺寸—基本尺寸上偏差:最大极限尺寸—基本尺寸(孔ES——轴es)下偏差:最小极限尺寸—基本尺寸(孔EI——轴ei)上下偏差由设计者给定当EI<Ea<ES,ei<ea<es时,零件才能合格的。注:偏差可以为正值、负值或零值
轴孔基本尺寸上偏差下偏差最小极限尺寸最大极限尺寸最小极限尺寸最大极限尺寸下偏差上偏差基本尺寸极限与配合示意图2.1.3有关偏差、公差的术语及定义一、有关偏差的术语及定义对于孔:ES=Dmax-D EI=Dmin-D对于轴:es=dmax-dei=dmin-d
液压缸与活塞的零件图1、基本尺寸2、极限尺寸3、极限偏差
2.1.3有关偏差、公差的术语及定义二、有关公差的术语1、尺寸公差尺寸公差是指允许尺寸的变动量孔:轴:问题:比较公差与偏差公差与偏差是两个不同的概念。公差表示制造精度的要求,反映加工的难易程度。偏差表示与基本尺寸远离程度,它表示公差带的位置,影响配合的松紧程度。公差是绝对值,且不为零。
轴孔基本尺寸上偏差下偏差最小极限尺寸最大极限尺寸公差最小极限尺寸最大极限尺寸下偏差上偏差公差基本尺寸极限与配合示意图对于孔:TD=︱Dmax- Dmin︱=︱ES-EI︱对于轴:Td=︱dmax- dmin︱=︱es-ei︱有关尺寸、偏差及公差的术语
液压缸与活塞的零件图1、基本尺寸2、极限尺寸3、极限偏差4、尺寸公差
基本尺寸最小极限尺寸最大极限尺寸0eies
2、公差带2.1.3有关偏差、公差的术语及定义二、有关公差的术语0基本尺寸esei公差带:由代表上下偏差的两条直线所限定的区域最大极限尺寸最小极限尺寸+-+0.004-0.008零线:表示基本尺寸T
2.1.3有关偏差、公差的术语及定义二、有关公差的术语孔公差带轴公差带基本尺寸+0_公差带图公差带特性:两个要素:公差带大小标准公差公差带位置基本偏差注:公差与配合国家标准中所规定的用以确定公差带大小的任一公差值称为标准公差。
2.1.3有关偏差、公差的术语及定义基本偏差用来确定公差带相对于零线位置的上偏差或下偏差0+-基本尺寸孔孔轴轴EIei基本偏差为下偏差ESes基本偏差为上偏差基本偏差一般为靠近零线的偏差。
2.1.3有关偏差、公差的术语及定义1)零线2)确定公差带大小位置。4)作图比例基本一致,单位µm、mm均可。5)基本尺寸相同的孔、轴公差带才能画在一张图上。3)孔轴(或)或在公差带里写孔、轴。画公差带图时应注意的问题
液压缸与活塞的零件图1、基本尺寸2、极限尺寸3、极限偏差4、尺寸公差5、公差带图6、基本偏差
练习1.已知孔和轴的基本尺寸均为50,请完成下表。
有关“公差与偏差”的小结:
公差与极限偏差既有区别又有联系:
(1)两者都是由设计给定的,反映了使用或设计要求。
(2)公差是绝对值,且不能为零;极限偏差是代数值,可以为正值、负值或零。
(3)公差反映了对尺寸分布的密集、均匀程度的要求,是用以限制尺寸误差的;极限偏差表示对尺寸偏移程度的要求,是用以限制实际偏差的。
(4)极限偏差决定了加工零件时机床进刀、退刀位置,一般与零件加工精度要求无关,通常任何机床可加工任一极限偏差的零件;公差反映对制造精度的要求,体现了加工的难易程度。某一精度等级的机床只能够加工公差值在某一范围内的零件。
(5)极限偏差在公差带图中限定公差带的位置,影响孔轴结合的松紧程度;公差值表示公差带的大小,影响配合松紧的均匀程度(或配合精确程度)。
识读液压缸与活塞装配图机械中最基本的装配关系是一个零件的圆柱形内表面包容另一个零件的圆柱形外表面,即孔与轴的结合。从机器上各种孔轴结合部位的使用要求来看,对孔与轴装配后有不同的松紧要求。
2.1.4有关“配合”的术语及定义1.间隙与过盈:孔的尺寸—轴的尺寸=代数差+-2.配合:基本尺寸相同、相互结合的孔和轴公差带之间的关系。对一批零件而言,配合反映了机器上相互结合的零件间的松紧程度。间隙X过盈Y
2.1.4有关“配合”的术语及定义配合:基本尺寸相同,相互结合的孔与轴公差带之间的关系。间隙配合过渡配合过盈配合三种关系
一、间隙配合间隙配合具有间隙(含最小间隙等于零)的配合。孔的公差带位于轴的公差带之上,通常指孔大、轴小的配合。
间隙配合
一、间隙配合Xmax=Dmax-dmin=ES-eiXmin=Dmin-dmax=EI-esTf=Xmax-Xmin=T孔+T轴XmaxXmin0+-基本尺寸孔轴
孔轴XmaxXmin配合公差Tf=|Xmax-Xmin|=孔公差+轴公差。特征参数:Xmax=Dmax-dmin=ES-eiXmin=Dmin-dmax=EI-es孔轴XmaxXmin=0一、间隙配合
例:孔轴相配合,孔50,轴50,计算间隙(过盈)和配合公差+0.0250-0.025-0.050解:+0.025-0.025-0.0500+-50孔轴xmax=0.025-(-0.050)=0.075xmin=0-(-0.025)=0.025Tf=0.075-0.025=0.050
二、过盈配合过盈配合具有过盈(含最小过盈等于零)的配合。孔的公差带位于轴公差带之下,通常是指孔小、轴大的配合,
过盈配合:
二、过盈配合Ymax=Dmin-dmax=EI-esYmin=Dmax-dmin=ES-eiTf=Ymax-Ymin=T孔+T轴YmaxYmin0+-基本尺寸孔轴
配合公差Tf=|Ymin-Ymax|=孔公差+轴公差。孔孔轴轴Ymin=0YmaxYminYmax特征参数:Ymin=Dmax-dmin=ES-eiYmax=Dmin-dmax=EI-es二、过盈配合
例:孔轴相配合,孔50,轴50,计算间隙(过盈)和配合公差+0.0250+0.043+0.059+0.0250+-孔+0.043+0.059轴解:Ymax=0-0.059=-0.059Ymin=0.025-0.043=-0.018Tf=-0.018-(-0.059)=0.04150
三、过渡配合过渡配合可能产生间隙或过盈的配合。孔、轴公差带相互交叠,是介于间隙配合与过盈配合之间的配合。特点:其间隙或过盈的数值都较小,一般来讲,过渡配合的工件精度都较高
过渡配合:
三、过渡配合Xmax=Dmax-dmin=ES-eiYmax=Dmin-dmax=EI-esTf=Xmax-Ymax=T孔+T轴0+-基本尺寸孔轴XmaxYmax
轴孔轴孔轴孔YmaxXmaxYmaxXmaxXmaxYmax特征参数:Xmax=Dmax-dmin=ES-eiYmax=Dmin-dmax=EI-es配合公差Tf=|Xmax-Ymax|=孔公差+轴公差。三、过渡配合
例:孔轴相配合,孔50,轴50,计算间隙(过盈)和配合公差+0.0250+0.038+0.002+0.0250+-孔50+0.002+0.038轴解:Xmax=0.025-0.002=0.023Ymax=0-0.038=-0.038Tf=0.023-(-0.038)=0.061
1、配合公差∣Xmax-Xmin∣∣Xmax-Ymax∣|Ymin-Ymax|Tf=若要提高配合精度(即↓Tf)可减小相配合的孔、轴尺寸公差(即提高↑相配合的孔、轴加工精度)。四、配合公差和公差带图=|ES-ei-(EI-es)|=TD+Td(1)配合公差——允许间隙或过盈的变动量
第2章极限与配合基础四、配合公差和公差带图配合公差在数量方面,标准以处于最松状态的极限间隙或极限过盈与处于最紧状态的极限间隙或过盈的代数差的绝对值为配合公差值,配合公差没有正负含义。各类配合的配合公差数值:间隙配合Tf=|Xmax-Xmin|=TD+Td过渡配合Tf=|Xmax-Ymax|=TD+Td过盈配合Tf=|Ymax-Ymin|=TD+Td对于各类配合,其配合公差都等于相互配合的孔公差和轴公差之和;Tf=TD+Td说明了配合精度的高低是由相互配合的孔和轴精度所决定。配合公差反映配合精度,配合种类反映配合性质。
OXYXmaxXminOXYYminYmaxOXYXmaxYmax间隙配合公差带图过盈配合公差带图过渡配合公差带图四、配合公差和公差带图2、配合公差带配合公差带的大小,取决于配合公差的大小,配合公差带的位置取决于极限间隙或过盈的大小,前者表示配合精度,后者表示配合的松紧。
Dmax–dmin=Xmax=YminDmin–dmax=Xmin=YmaxTf=Xmax–Xmin(间隙配合)=Ymin–Ymax(过盈配合)=Xmax–Ymax(过渡配合)=(Dmax–Dmin)+(dmax–dmin)=IT孔+IT轴
[例1]求下列三种孔、轴配合的极限间隙或过盈、配合公差,并绘制公差带图
例2:孔分别与轴、轴、轴形成配合,试画出配合的孔和轴公差带图解,说明配合类别,并求出特征参数及配合公差,画出配合公差带图。
有关配合的小结:
2.2公差与配合的标准化2.2.1基准制用标准化的孔、轴公差带组成各种配合的制度。
1基孔制配合基本偏差固定不变的孔的公差带,与不同基本偏差的轴公差带形成各种配合的一种制度基准孔EI=0代号:HES=IT孔
2基轴制配合基本偏差固定不变的轴的公差带,与不同基本偏差的孔公差带形成各种配合的一种制度基准轴es=0代号:hei=-IT轴
2.2.2标准公差系列
1、公差单位:计算标准公差的基本单位,是制定标准公差系列表格的基础。式中前者反映加工误差,后者反映测量误差。
2.公差等级确定尺寸精确程度的等级。规定和划分公差等级的目的:为了简化和统一对公差的要求,使规定的公差等级既能满足广泛不同的使用要求,又能大致代表各种加工方法的加工精度,既有利于设计,也有利于制造。
2、公差等级国家标准中规定的用以确定公差带大小的公差等级共20级:IT01、IT0、IT1、IT2、……IT18其中IT01精度最高,其余代号精度依次降低,标准公差值依次增大。
1、IT01、IT0、IT1为最高精度级,不计加工误差,只考虑测量误差2、IT2、IT3、IT4为高精度级,在IT1与IT5间成等比分布3、IT5~IT18为常用公差等级,可用公式计算。
3、尺寸分段
注意:1、分段点上的数值取上段,以保障安全性。2、注意单位。
例:解:
2.2.3基本偏差系列
基本偏差系列使公差带的位置标准化,组成标准配合轴的基本偏差系列:28种a—zc孔的基本偏差系列:28种A—ZC26个字母中,去掉了i,l,o,q,w(I,L,O,Q,W)增设了cd,ef,fg,za,zb,zc,js(CD,EF,FG,ZA,ZB,ZC,JS)
28种孔、轴基本偏差系列分布
28种孔、轴基本偏差系列分布
轴的基本偏差数值轴的基本偏差数值是以基孔制配合为基础,按照各种配合要求,再根据生产实践经验和统计分析结果得出的,国家标准列出了轴的基本偏差数值表,另一极限偏差可根据轴的基本偏差数值和标准公差值按下列关系计算:ei=es-ITes=ei+IT
轴的基本偏差数值
例:查表Ф60f7IT7=30es=-30ei=es-IT7=-30-30=-60Ф60f7(-0.030-0.060)查表:
孔的基本偏差数值孔的基本偏差数值是由同名的轴的基本偏差换算得到的。换算原则为:同名配合的配合性质不变。基孔制的配合(如50H9/f9、40H7/p6)变成同名基轴制的配合(如50F9/h9、40P7/h6)时,其配合性质(极限间隙或极限过盈)不变。
孔的基本偏差数值
例3-1查表确定35j6、72K8、90R7的基本偏差与另一极限偏差。
35j6查表2-4,ei=−5m,查表2-3,IT6时,Td=16m;则es=ei+Td=11m,即35j6→35mm
72K8查表2-5,ES=−2m+=(−2+16)m=14m查表2-3,IT8时,TD=46mEI=ES−TD=(14−46)m=−32m即72K8→72mm
90R7查表2-5,ES=−51m+=(−51+13)m=−38m查表2-3,IT7时,TD=35mEI=ES−TD=(−38−35)m=−73m即90R7→90mm
2.2.4公差与配合在图样上的标注注意:一张图纸上只能用一种标注方法
1、零件图上极限的标注1)标注公差带代号20H820f7配合精度明确,标注简单,便于与装配图对照。缺点:数值不直观。用途:适用于量规检测的尺寸和大量生产。优点:
2)标注极限偏差20+0.0320-0.04130-0.020优点:数值直观,便于用通用量具检测。用途:试制单件及小批生产用此法较多。
3)公差带代号与极限偏差值同时标注30H8()+0.033030f7()-0.020-0.041优点:标注全面有明确配合精度又有公差数值。用途:适用于生产规模不确定的情况。
公差与配合在图样上的标注标注形式为:基本尺寸—————————————孔的基本偏差代号、公差等级轴的基本偏差代号、公差等级采用基孔(轴)制时,分子(母)为基准孔(轴)代号H(h)及公差等级。例如:基轴制过渡配合基孔制间隙配合20H7f530N6h530N6h520H7f5箱体轴套轴
2.2.5常用和优先的公差带与配合国标中规定了20个公差等级和28个基本偏差,如将任一基本偏差与任一标准公差级组合,则在基本尺寸≤500mm的范围内,孔公差有20×27+3(J6、J7、J8)=543个,轴公差有20×27+4(j5、j6、j7、j8)=544个。
对于配合,国标规定基孔制常用配合59种,优先配合13种;基轴制常用配合47种,优先配合13种。
选用公差带时,应按优先、常用、一般公差带的顺序选取。若一般公差带中也没有满足要求的公差带,则按国标规定的标准公差和基本偏差组成的公差带来选取。
2.2.6一般公差
线性尺寸一般公差主要用于较低精度的非配合尺寸。线性尺寸一般公差在图样标题栏附近或技术要求中有标准号和公差等级符号表示。一般公差的线性尺寸是在车间加工精度保证的情况下加工出来的,一般可以不用检验。
试查表确定下列孔轴的极限偏差,计算极限间隙或极限过盈以及配合公差,并作出公差带图,指出配合性质和基准制。(1)φ30H7/g6(2)φ50K7/h6
2.3公差与配合的选用
公差与配合的选择1基准制的选择:选择基准制的总原则是使配合结构合理、加工及装配方便和具有明显的经济效益。(1)优先选用基孔制基准制;公差等级;配合—基本偏差代号(2)基轴制用在有明显经济效益的情况下;或由于结构原因,在同一根轴(基本尺寸相同)的多处与孔配合,且配合性质要求不同。
231例:内燃机中的活塞销1与活塞2及连杆3的配合
1)若采用基孔制配合:ФФФ
2)若采用基轴制配合:ФФФ5630hM5630hM
外圈与壳体孔采用基轴制公差与配合的选择1基准制的选择(3)与标准件配合时,随标准件内圈与轴径采用基孔制
(4)在特殊应用时,允许采用任一孔、轴公差带组成配合即混合配合Xmax=0.229Xmix=0.091公差与配合的选择
2公差等级的确定协调零、部件的使用与制造工艺、成本之间的矛盾(1)满足使用要求的最低等级(2)尺寸≤500㎜,标准公差≤IT8时,推荐孔比轴低一等级相配合标准公差>IT8或尺寸>500㎜,推荐孔、轴同级相配合(3)选择公差等级时,应考虑与其相关零件或部件的精度公差与配合的选择
IT01-IT02:量块长度公差和其它精密尺寸标准块公差IT3-IT5:精密度要求很高和重要的配合处IT6-IT7:精密配合和关键件,要求配合的均匀性IT7-IT8:一般精度的配合或重型机械中,用于精度要求高的场合,农业机械中的重要场合IT9-IT11:一般要求的场合,不重要的场合或精度等级要求较高的槽宽配合或长度尺寸配合要求较高的场合IT12-IT18:未注尺寸公差,包括冲压件,铸件和锻件
公差等级适用范围举例孔轴≤IT5<IT5用于航空、航海、机床等中特别精密、重要的配合,一般机械制造中极少应用。特点是能保证配合性质的稳定性。飞机和发动机中个别特别精密的零件;与特别精密的滚动轴承相配合的机床主轴和壳体孔;高精度齿轮的基准孔和基准轴。IT6IT5应用于机械制造中精度要求很高的重要配合;特点是能得到均匀的配合性质,使用可靠。航空发动机中活塞销与活塞孔座、连杆孔;飞机和发动机、航空仪表中的重要精密小孔;精密丝杠的基准轴;与精密轴承相配合的轴或孔;精密齿轮的基准孔和基准轴。IT7IT8广泛应用于一般机械制造中精度要求高、较重要的配合。曲轴轴颈和连杆孔;气缸头排气处的孔与导套外径的配合。机床丝杠的支承轴颈和孔、摇臂钻床立柱;齿轮孔与轴;机床夹具导向件的内孔;定位用的销和孔;与普通精密轴承相配合的轴和孔。
公差等级适用范围举例孔轴IT8IT7IT8在机械制造中属于中等精度,用于对配合性质要求不太高的次要配合。一般机械中速度不高的皮带轮与轴的配合;重型、农用机械中的重要配合处;气缸头的气门座和座孔;涡轮叶片凸台的基准孔。IT9-IT10属于较低精度;配合的确定性较差。只用于一般要求的圆柱件配合,机床制造中轴套外径与孔配合;操纵件与轴;光学仪器中的一般配合;键槽宽与键宽的配合;纺织机械中一般配合零件。IT11-IT13属于低精度,配合性质粗糙,只适用于无太大或基本上无配合要求处。多用于装配后,可能有较大或很大间隙的场合。机床中法兰盘止口与孔;滑块与滑移齿轮凹槽;手工制造中用的工具及设备中的未注公差尺寸;纺织机械中粗糙活动配合。
选择公差等级的总原则:是在保证使用性能要求的前提下,尽量选用较低的公差等级。
3配合的选择:选择配合实际上是选择非基准件的公
差带位置。类比法:计算法实验法公差与配合的选择
3配合的选择类比法了解本机构的工作条件及性能了解同类机构的设计要求、性能及实践结果了解标准公差带形成配合的特征间隙配合:考虑运动特性、运动条件及运动精度,温度等条件由Xmin=基本偏差,按Xmin确定基本偏差代号
过盈配合:考虑负荷的大小、特性、所用材料的许用应力,装配条件,装配变形及温度等过盈小:用键传递扭矩好拆卸过盈大:靠结合力传递扭矩不好拆卸为保证联结强度,按Ymin选取基本偏差代号3配合的选择(1)类比法
3配合的选择(1)类比法过渡配合:考虑对中精度和对拆卸的要求,用于定位精度比较高,并要求可拆卸的相对静止的联结一般按Xmax确定基本偏差代号
无相对运动传递转矩精确同轴永久配合过盈配合可拆结合过渡配合或基本偏差为H(h)间隙配合+紧固件不要求精确同轴稍大的间隙配合+紧固件不需要传递转矩(定位要求)过渡配合或小的过盈配合有相对运动只有移动基本偏差为H(h)、G(g)等间隙配合转动或移动转动和移动的复合运动基本偏差为A-F(a-f)间隙配合配合类别选择的一般方向
1结合件间有相对运动轴向移动件间的间隙要比旋转运动件的间隙大。高速回转运动要比低速回转运动的间隙大运动的准确性要求高或回转精度要求高,间隙应小。当支撑数目多时,为补偿位置误差的影响间隙大。润滑油的粘度大时间隙应稍大。
配合基本偏差特点应用说明最小间隙运动间隙配合a,b特大—应用很少c很大松弛用于工作条件差,受力变形,或为了装配,而必须保证有较大的间隙时,推荐H11/c11d大松转一般用于IT7-IT10。常用于密封盖、孔转皮带轮与轴的配合。也适用于大直径滑动轴承配合。e明显易转多用于IT7、IT8、IT9级,适用于大跨距支承,多支点支承配合,高等级的e适用于大的、高速、重载支承。f适中正常多用于IT6、IT7、IT8级的一般转动配合。当温度影响不大时,广泛用于如齿轮箱、小电动机、泵等转轴与滑动支承的配合。g很小滑动多用于IT5、IT6、IT7级。配合间隙很小,制造成本高,除很轻负荷的精度装置外,不推荐用于转动配合。最适于不回转的精密滑动配合。h无不动多用于IT4-IT11。最小间隙虽为零,但多少有点间隙,广泛用于无相对转动的零件,作为一般的定位配合,如果温度变化不大,也可用于精密滑动配合。
优先配合选用说明1间隙配合H11c11C11h11间隙量非常大,用于很松、转动很慢的动配合;要求大公差与大间隙量的外露部件;要求装配方便的很松的配合。H9d9D9h9间隙量很大的自由转动配合,用于精度非主要要求时,或有大的温度变动、高转速或大的轴颈压力时。
H8f7F8h7间隙不大的转动配合。用于中等转速与中等轴颈压力的精确转动;也可用于装配较容易的中等定位配合。H7g6G7h6间隙很小的滑动配合。用于不希望自由转动,但可以自由移动和滑动;也可用于要求明确的定位配合。
H7h6H8h7H9h9H11h11在最小实体条件下的间隙量由公差等级决定。在最大实体条件下的间隙为零。均为间隙定位配合,零件可自由装拆,而工作时一般相对静止不动。
(1)大间隙大间隙配合,用于不重要的配合或高温及工作条件较差处的配合。管道法兰连接配合,外径采用很松的配合H12/b12H12/h12
(2)正常间隙基本偏差D(d)E(e)为较大间隙配合,使用于IT6~IT11级。图为C616尾架部位,偏心轴815与尾架体802有前后两孔相配合,为补偿尾架体前后两孔同轴度误差,及便于装配,采用较松的配合H8/d8。偏心轴与尾架体配合
配合的间隙较大,多用于精度要求不高、易于转动的支撑,如球磨机、轧钢机等重型机械的滑动轴承、密封盖与轴的配合;或用与大跨距支撑和多支点支撑内燃机主轴承H8/e7
为较小间隙的配合,用于精密机构、转速较低的滑动配合,如分度头的主轴与轴承配合,还用于同轴度要求较高,工作中要求能快速装拆的定位配合。钻套及衬套的配合H7/g6H7/n6
IT1~IT12都可用,常用于有低速滑动的配合,或用于要求精确定心的、便于拆卸的静联接的配合。最小间隙配合车床尾座配合(3)小间隙H6/h5
3承受载荷的性质在过盈配合中,承受动载荷要比承受静载荷的过盈大。在间隙配合中,承受动载荷要比承受静载荷的间隙小。4定心精度的要求结合件间定心精度要求高时,当有相对运动时,间隙应小;当无相对运动时,过盈应小。5工作温度若孔的温度高于轴温,对过盈配合,过盈应大;对间隙配合,间隙应小。若轴的温度高于孔温,对过盈配合,过盈应小;对间隙配合,间隙应大。2结合件间无相对运动结合件间靠过盈来保证传递较大转矩或轴向力时过盈应大;如果加附加紧固件而不单纯靠结合面间的过盈,过盈小。
配合基本偏差特点应用说明平均间隙或过盈过盈概率过渡配合jsj平均间隙较小<1%多用于IT4-IT7。配合的间隙或过盈很小。主要用于要求定心且定期拆卸的定位配合。滚动轴承、齿圈与轮毂等,可用手或木锤装配。k平均间隙接近零<30%用于IT4-IT7。定心较好,装配后零件受的接触应力小,能拆卸,推荐用于为了消除振动的定位配合,用木锤装配。m平均过盈不大约90%一般用于IT4-IT7。定心好,在过渡配合中,配合较紧。加紧固件可传递较大载荷。一般用木锤装配。n平均过盈稍大〉99%多用于IT4-IT7。配合很紧,可用于精确定位处,加紧固件可传递大转矩或冲击负荷,但拆卸较难。需用锤或压力机装配。
H7k6K7h6过渡配合,用于精密定位H7n6N7h6过渡配合,允许有较大过盈的更精密定位2过渡配合
H7/k6刚性联轴节的配合
冲床齿轮与轴配合,一般大修时才拆卸,加键后传递冲击力矩H7/n6齿轮与轴的配合
蜗轮青铜轮缘与轮辐的配合H7/n6(H7/m6)
带轮与轴的配合H7/js6
n6-重载、有冲击振动载荷m6-中等载荷具有冲击振动载荷k6-中等载荷js6-轻载荷不太重要的地方H7/n6(m6,k6,js6)齿轮与轴的配合
配合基本偏差特点应用说明平均间隙或过盈过盈概率过盈配合p轻压容易属于轻型压入配合。只用于传递较小扭矩或轴向力。若受冲击载荷,应加辅助紧固件。与H8配合时为过渡配合。r轻打可拆属于轻型压入配合。只能用于传递较小扭矩或轴向力。若受冲击载荷,应加辅助紧固件。对铁类零件为中等打入配合,对非铁类零件为轻打入配合。s中等困难中等过盈配合。靠过盈可直接传递载荷。适于钢和铁类零件,可作为永久或半永久性的装配。尺寸较大时,为了避免损伤配合表面,需用热胀或冷缩法装配。当受动载荷、振动冲击时,需加紧固件。tuvxyz分别属于中型、重型、特重型压入配合。过盈量依次增大,一般不推荐。
H7p6P7h6过盈定位配合,即小过盈量配合。用于定位精度特别重要时,能以最好的定位精度达到部件的刚性及对中性要求。若要传递力,须加紧固件。3过盈配合H7s6S7h6中等压入配合,适用于一般钢件;或用于薄壁件的冷缩配合;用于铸铁件可得到最紧的配合。当受冲击力时,须加紧固件。H7u6U7h6压入配合,适用于可以承受高压力的零件,无需加紧固件。
联轴节与轴的结合蜗轮与轴的结合H7/r6H7/t6
连杆小头孔与衬套的配合Ф40H6/r5
火车车轮与钢箍的配合H6/u5
车床C616
小结公差与配合的应用,归结起来就是选择配合的基准制、选择相配合件的公差等级和选择非基准件的基本偏差。
1)选择基准制的总原则是使配合结构合理、加工及装配方便和具有明显的经济效益。一般情况下,优先采用基孔制。特殊情况下,采用基轴制。与标准件配合时,按标准件选择基准制。
2)选择公差等级的总原则是在保证使用性能要求的前提下,尽量选用较低的公差等级。选择相配合件的公差等级,实际上是为了获得配合精度(配合公差)。在分配配合公差时,应考虑孔轴的加工工艺性。过渡配合和过盈配合的孔轴应选择较高的公差等级。相配合零件的公差应协调。
3)选择配合实际上是选择非基准件的公差带位置。按标准推荐顺序选择公差带及配合,能最大限度地发挥标准化的作用。首先选用优先公差带及优先配合,其次选用常用公差带及常用配合,再次选用一般用途公差带组成配合。
2.4公差配合选用示例
【例2-2】锥齿轮减速器如图3-22所示,已知传递的功率P=100kW,中速轴转速n=750r/min,稍有冲击,在中小型工厂小批生产。试选择以下4处的公差等级和配合:①联轴器1和输入端轴颈2;②带轮8和输出端轴颈;③小锥齿轮10和轴颈;④套杯4外径和箱体6座孔。
【例2-3】图3-23所示为钻孔用夹具(又称钻模)。钻模板3上装有固定钻套4,以引导钻头对准被加工零件中心。试选择以下4处的公差等级和配合:①钻套与钻模板;②钻套内孔与钻头;③定位轴与底座;④定位轴与钻模板。
【例2-4】图3-24所示为发动机中的铝制活塞在钢制汽缸孔内高速往复运动,其工作间隙要求为80~230m。工作时,汽缸的温度tH=110℃,活塞的温度ts=180℃。汽缸材料的线膨胀系数H=12×10−6/K,活塞材料的线膨胀系数s=24×10−6/K,已知活塞与汽缸的基本尺寸为80mm,试确定活塞与汽缸孔的尺寸偏差。
一.概念及分类毒物:在一定剂量内能引起中毒的各种外来物质统称毒物。毒物的概念是相对的,其中剂量是至关重要的因素。
中毒的概念中毒:某些物质《如化学制剂、药物、气体、植物、食物等》接触或进入人体后,在一定条件下,与机体相互作用,扰乱或破坏正常生理功能,引起功能性或器质性病变及一系列代谢紊乱,甚至死亡。
按中毒发病的缓急分类.急性中毒:大量或毒性较剧烈的毒物短时间内进入机体并很快引起一系列中毒症状甚至死亡者。.亚急性.慢性中毒:少量毒物多次逐渐进入体内,经过一个时期的积蓄达到中毒浓度而出现中毒症状者。
按中毒的原因分类职业性中毒-----劳动保护生活性中毒-----误服、意外接触、自杀、他杀等。
二、毒物的体内过程(一)毒物的吸收途径1.皮肤粘膜2.呼吸道:最迅速,毒物发挥作用最快的途径。3.消化道:毒物经口食入。
(二)毒物的分布毒物→血液循环→全身的体液和组织→毒物作用部位→引起中毒。
影响毒物体内分布的主要因素毒物分子本身的化学特性。如水溶性、脂溶性等。毒物与血浆蛋白的结合力。毒物与组织的亲和力。毒物通过某些屏障的能力。
(三)毒物的转化毒物在体内代谢转化场所:肝脏*多数毒物代谢后毒性降低*少数毒物代谢后毒性增加。如对硫磷(1605)氧化后→对氧磷
(四)毒物的排泄主要排泄途径是肾脏。肺:气体毒物皮肤:少数。可形成皮炎。消化道:重金属如铅、汞等。
三.毒物的作用方式和发病机制1.局部刺激腐蚀作用。如强酸强碱。2.破坏氧的摄取、运输和利用,造成组织缺氧。如co+Hb,吸入氯气→喉头水肿,支气管痉挛→呼吸道阻塞→窒息3.对酶系统的干扰作用→抑制酶活力。如有机磷、铅、砷。4.破坏细胞膜和细胞器的功能。5.受体竞争。6.影响代谢功能。7.损害机体的免疫功能。
四、急性中毒的常见症状※神经系统※呼吸系统※循环系统※消化系统※泌尿系统※血液系统※眼※皮肤黏膜
五、诊断(一)临床症状:既往健康、突然发生危及生命的临床表现如昏迷、休克、呼吸困难、紫绀等症状,应考虑急性中毒的可能。(二)询问病史:向病人或陪伴者详细追问服毒史及毒物接触史、现场证据、职业、工龄、近期精神状态等。(三)体格检查:仔细观察患者的临床表现是否具有某种毒物中毒的特征。(四)实验室检查:有无某种毒物中毒的特异性证据。
呼吸气味异常※特殊香味:苯、甲苯、二甲苯※水果香味:脂肪族羧酸酯类※苦杏仁味:氰化物、硝基苯※蒜味:有机磷杀虫剂、黄磷、铊※酚味:酚、来苏
皮肤黏膜症状※颜色改变(见下页)※有无灼伤:强酸、强碱、毒气※出汗情况:阿托品—皮肤干燥,有机磷—皮肤多汗※有无皮炎
皮肤颜色改变※樱桃红色:co、氰化物※皮肤紫绀:亚硝酸盐※皮肤潮红:酒精、阿托品※黄疸:鱼胆、毒蕈
毒物检验※毒物鉴定越早越好※选择性保留和采集标本※及时送检,不能立即送检的可置于冰箱中保存,一般不能加入防腐剂
六、急性中毒的紧急处理(一)急性中毒急救原则1、立即中止接触毒物2、清除胃肠道尚未吸收的毒物3、促进已吸收毒物的排出4、应用特殊解毒剂5、支持和对症治疗
(二)急救处理方法1、中止接触毒物※吸入性中毒:立即脱离现场,置于空气流通处。吸氧,保暖,保持呼吸道通畅。※接触性中毒:迅速脱去污染衣物,用大量清水反复冲洗体表,时间15-30分钟。特别注意毛发、指甲缝、皮肤邹褶处。
注意事项※切忌用热水※切忌用少量水擦洗※对于遇水加重损害的毒物,应先擦净毒物,再用水冲洗。
2、清除胃肠道尚未吸收的毒物方法:催吐洗胃导泻灌肠
催吐适应症:中毒早期(口服毒物2-3h内)神志清楚者。方法:★机械催吐:饮水300-500ml后,刺激咽喉壁。反复进行。★药物催吐:吐根碱糖浆15-20ml加水200ml口服;15-30分钟即发生呕吐。
洗胃—常规措施适应症:服毒六小时之内最有效。体位:头低左侧卧位。每次灌入洗液量:300-400ml,温度:25-38℃。洗胃原则:先出后入,快进快出,出入基本平衡。首次抽吸物应留取标本做毒物鉴定。洗胃液:清水或生理盐水。
导泻●常用硫酸钠15-30克或硫酸镁15-20克加水200ml,配成10%溶液口服。毒物已引起严重腹泻时,不必再导泻。
灌肠●常用生理盐水或1%微温皂水高位连续灌肠,促进毒物排除。
3、促进已吸收毒物的排出(1)利尿排毒①静脉补液②碱化尿液③酸化体液:维生素c8克/d④渗透利尿:20%甘露醇,维持尿量200-300ml/h。(2)血液净化法:血液透析法、血液灌流法和血浆置换术。
4、应用特殊解毒剂有机磷农药中毒:解磷定、氯磷定、阿托品阿片类、吗啡:纳洛酮亚硝酸盐:美蓝急性氰化物:亚硝酸钠5、支持和对症治疗
有机磷农药中毒●有机磷农药是我国目前普遍生产和广泛使用农药。●急性有机磷农药中毒已成为我国急症抢救的主要病种之一。
(一)病因1、生产性中毒:是指农药在生产、运输、保管和使用过程中发生的中毒。配制过程:逆风配药、配制浓度过高、溅入眼中等。喷洒过程:穿短袖衣裤、不戴口罩帽子、连续工作时间过长、操作后不洗手就吃食物等。2、生活性中毒:误服、自杀、谋杀。食用近期施过农药的蔬菜和瓜果;误食被农药毒死的家禽、鱼虾等。
(二)中毒机制●抑制体内胆碱酯酶的活性(三)临床表现1、发病时间—与毒物的品种、剂量和侵入途径相关。◆呼吸道:30分钟◆口服中毒:10分钟-2h◆皮肤接触中毒:2-6h2、特殊气味:中毒者的皮肤、衣服、呕吐物、呼吸气味带有特征性的“蒜臭味”。
3、临床症状和体征(1)毒蕈碱样症状出现最早,主要表现:1、平滑肌痉挛:瞳孔缩小、视物模糊、呼吸困难,严重致肺水肿。2、腺体分泌增加:多汗、流涎。3、消化道症状:恶心、呕吐、腹痛、腹泻。(2)烟碱样症状早期:肌束颤动。常见于面部、胸部。有全身紧束感,胸部压迫感。晚期:肌肉痉挛、肌麻痹。逐渐发展为全身抽搐,最后可因呼吸肌麻痹而死亡。(3)中枢神经系统症状烦躁不安、谵妄,严重者昏迷、抽搐、惊厥。
4、中毒程度评估分度血胆碱酯酶活力(正常80-100%)轻度70-50%中度50-30%重度<30%
5、实验室检查全血胆碱酯酶活力测定:是判断中毒程度的重要指标。降至70%以下即有意义。
四、救护措施1、清除毒物◆接触中毒:立即脱离中毒现场,脱去污染衣服。清水冲洗全身污染部位。◆口服中毒:a洗胃:用清水、生理盐水反复洗胃,直至洗出液无农药气味为止。b硫酸镁导泻2、特殊解毒药◆阿托品:对抗毒蕈碱样症状。◆胆碱酯酶复活剂(解磷定、氯解磷定)恢复胆碱酯酶活性。◆用药原则:尽早、足量、联合、重复用药。3、对症处理肺水肿用阿托品治疗,休克用升压药,脑水肿应用脱水剂和糖皮质激素,心律失常常用可用抗心律失常药,心跳停止时实施心肺复苏等。
4、一般护理立即脱离中毒环境。立即洗胃,注意出入平衡。迅速建立静脉通道,尽快输液,加速毒物经尿排泄。保持呼吸道通畅,充分給氧。密切观察病情变化,预防并发症。神志清醒后24-48小时内禁食水,病情好转后逐渐恢复正常饮食。
5、观察要点急性有机磷农药中毒病情危急,常因肺水肿、脑水肿、呼吸衰竭三大并发症而死亡。(1)如患者出现咳嗽、胸闷、咳粉红色泡沫痰→急性肺水肿(2)如患者有意识障碍伴有头痛、呕吐、惊厥、抽搐→急性脑水肿(3)如呼吸频率、节律及深度改变→呼吸衰竭
“阿托品化”指征瞳孔较前散大颜面潮红皮肤干燥,口干肺部湿罗音显著减少或消失心率加快(100-120次/min)
应用特殊解毒药的护理阿托品化后,减少阿托品用量,防止中毒。达阿托品化后应逐渐减少用量,不能突然停药。胆碱酯酶复活剂禁止与碱性药物配伍应用。病情好转后药物决不能减量过快或骤然停药,应继续观察使用3-5天,防止病情反复恶化。
一氧化碳中毒一、病因1、工业中毒:常见于意外事故,多数为集体中毒。2、日常生活中毒:煤炉取暖、煤气热水器、自杀、他杀等。二、发病机制呼吸道吸入◆co→co+Hb→Hbco◆co与Hb亲和力比氧与Hb亲和力大200倍◆Hbco的解离速度比Hbo2慢3600倍。◆Hbco不能携带氧,而且还阻碍氧的释放和传递,导致低氧血症,引起组织缺氧。三、护理评估1、病史:有co吸入史。2、临床表现:轻度中毒、中度中毒、重度中毒
(1)轻度中毒血液Hbco含量:10%-20%表现:头晕头痛、恶心、呕吐、四肢无力、心悸、视力模糊及时脱离中毒环境,吸入新鲜空气,症状可迅速消失。
(2)中度中毒血液Hbco含量30-40%表现:皮肤黏膜呈樱桃红色(口唇、面色潮红),R、P加快,四肢张力增高,多数伴有浅昏迷。脱离中毒环境,积极抢救,数小时后可清醒。
(3)重度中毒血液Hbco含量>50%表现:深昏迷,呼吸困难。严重者可死于呼吸循环衰竭。抢救后可存活,但可留有神经系统后遗症。'
您可能关注的文档
- 最新城镇燃气输配工程施工及验收规范课件课件PPT.ppt
- 最新培智第五册-08-第八课-细嚼慢咽课件PPT.ppt
- 最新培养基的配制课件PPT.ppt
- 最新基于MATLAB的信号波形与频谱分析课件PPT.ppt
- 最新基于ANSYS的框架结构风荷载分析..课件PPT.ppt
- 最新基于增强现实ar装配系统研究课件PPT.ppt
- 最新基因的概念及发展课件PPT.ppt
- 最新基因表达-复习课课件PPT.ppt
- 最新基数词与序数词课件PPT.ppt
- 最新基本体的表面交线1分析课件PPT.ppt
- 最新基础会计(东北财大)课件第四章账户与复式记账课件PPT.ppt
- 最新基础生物化学第8-9章(1)课件PPT.ppt
- 最新基础潮汐理论1课件PPT.ppt
- 最新基础护理第五版饮食与营养课件PPT.ppt
- 最新墙体材料课件PPT.ppt
- 最新声母教学yw课件PPT.ppt
- 最新壶口瀑布公开课课件PPT课件.ppt
- 最新声音的产生和传播(1)课件PPT.ppt